Здравствуйте, форумчане! Что имеется: фрезерный станок BigZee GL1318. Покупался бу, всё было здорово почти год, несколько месяцев назад появилась проблема-при свободных перемещениях(от одного места обработки до другого) станок по умолчанию перемещается на максимальной скорости, это около 10000мм/мин, начали появляться сильные стуки, похожие на заклинивание линейного подшипника или пропуск шага, доходило до того, что балка шла в разнос, то есть левый край останавливается, правый двигается, балка перекрашивается, потом она начинает "шагать" левой стороной, потом правой и тд, координаты при этом естественно сбиваются и заготовка запарывается...
Что сделано для решения проблемы-заменил линейные подшипники на новые, подшипники в редукторах тоже заменил на новые, смазал их и направляющие, проблема принципиально не исчезла, появляется чуть реже, но появляется. Станок работает под управлением winsns. Сломал всю голову...думал, что проблема в заземлении, но нет, оно сделано по уму, я подключал и отключал землю-на работу никак это не повлияло. Может кто сталкивался с подобным? Блоки питания выдают стабильное напряжение 60В в покое и при движении, колебания напряжения +-0.2В




 , но его рассчётов коснёшся когда станешь настраивать шаговики (если через 360*1000 кругов не выйдешь на ту же точку с которой начал крутить
, но его рассчётов коснёшся когда станешь настраивать шаговики (если через 360*1000 кругов не выйдешь на ту же точку с которой начал крутить  )
)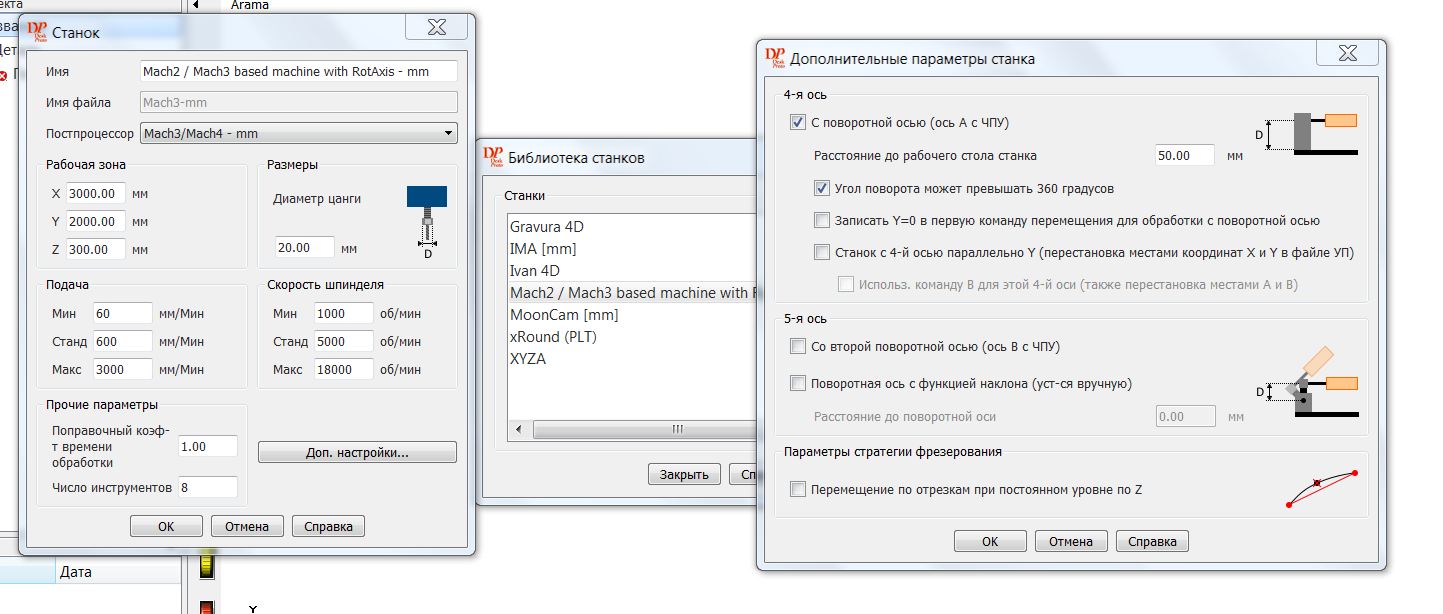


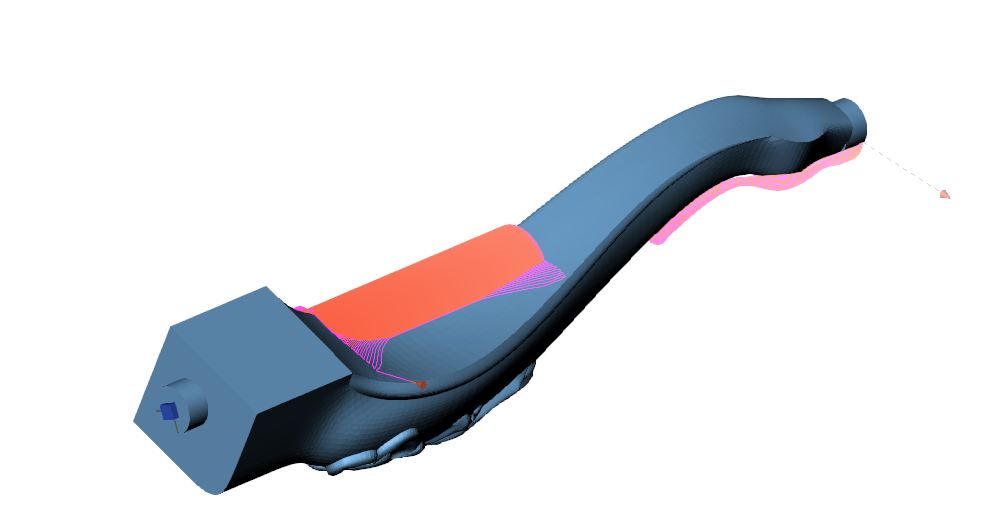
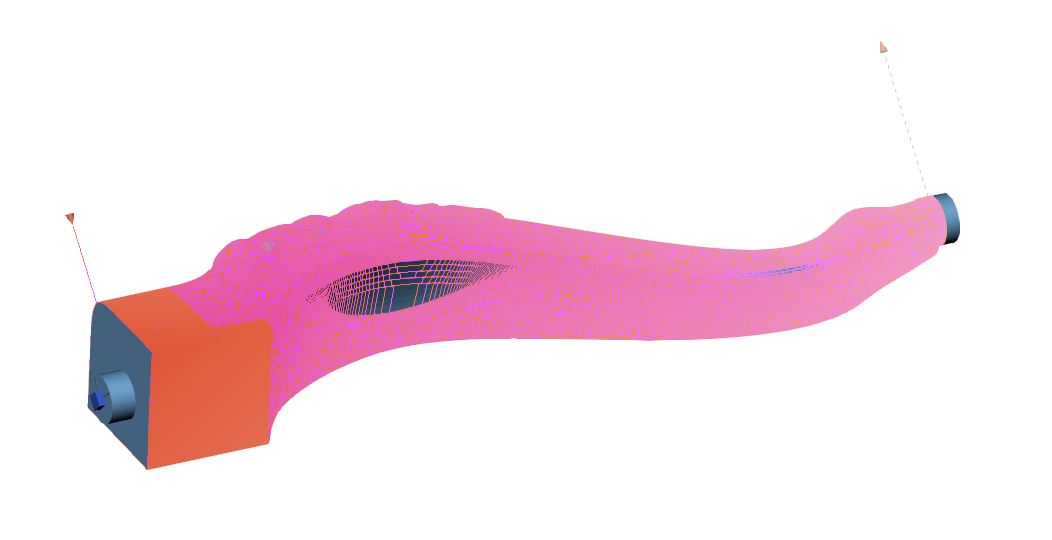

 Deskproto можно чистить под любым градусом и местам
Deskproto можно чистить под любым градусом и местам  Каждый решает сам, что он хочет.
Каждый решает сам, что он хочет.



 может у связистов поспрашивать местных
может у связистов поспрашивать местных














