kylan
на НЦСтудии нету - там так 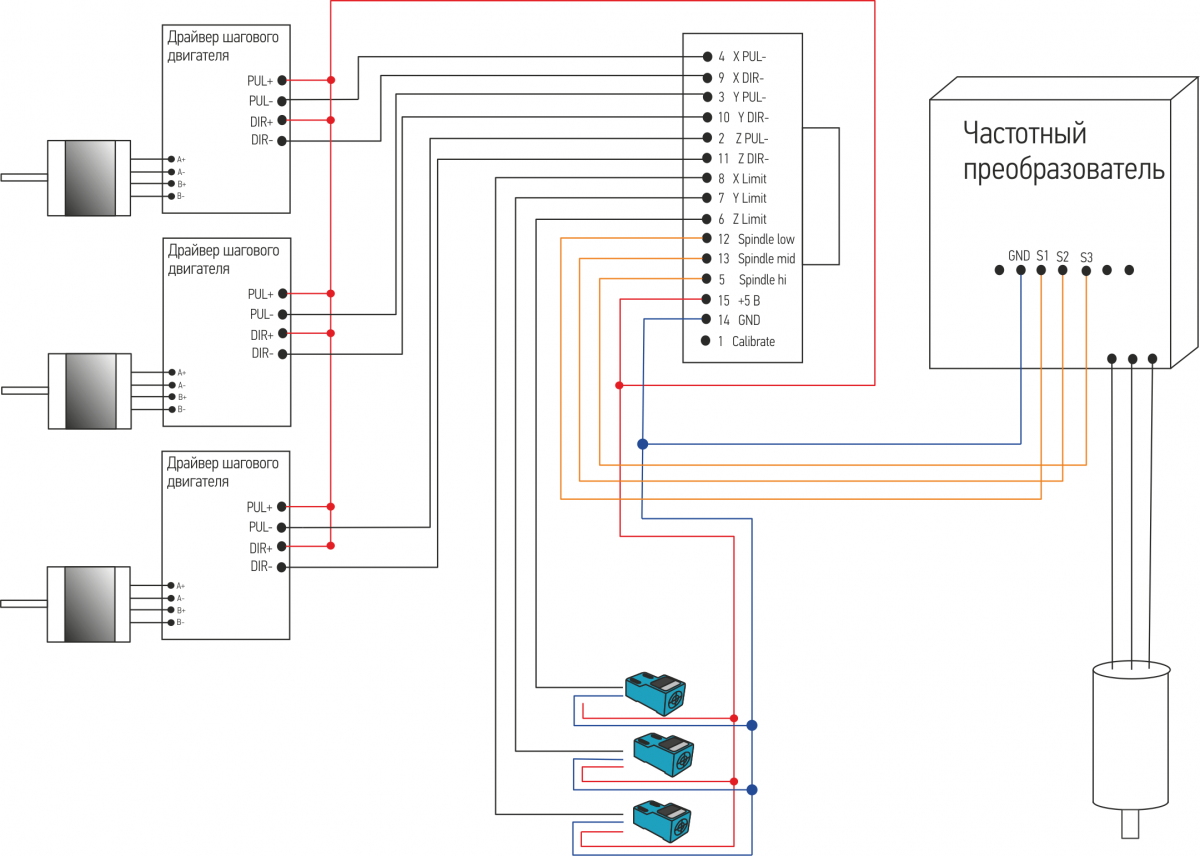
NC-Studio часть 2
Сообщений 1001 страница 1089 из 1089
Поделиться100128-02-2021 18:49:22
Поделиться100228-02-2021 19:05:15
belazov написал(а):
на НЦСтудии нету - там так
На моей НЦ-шке так
Отсюда и недопонимание мое.
Поделиться100301-03-2021 17:18:59
Подключил от НЦстудии 5.5.60.
Так как мне надо было - запуск и останов от УП, скорость вращения вручную на частотнике.
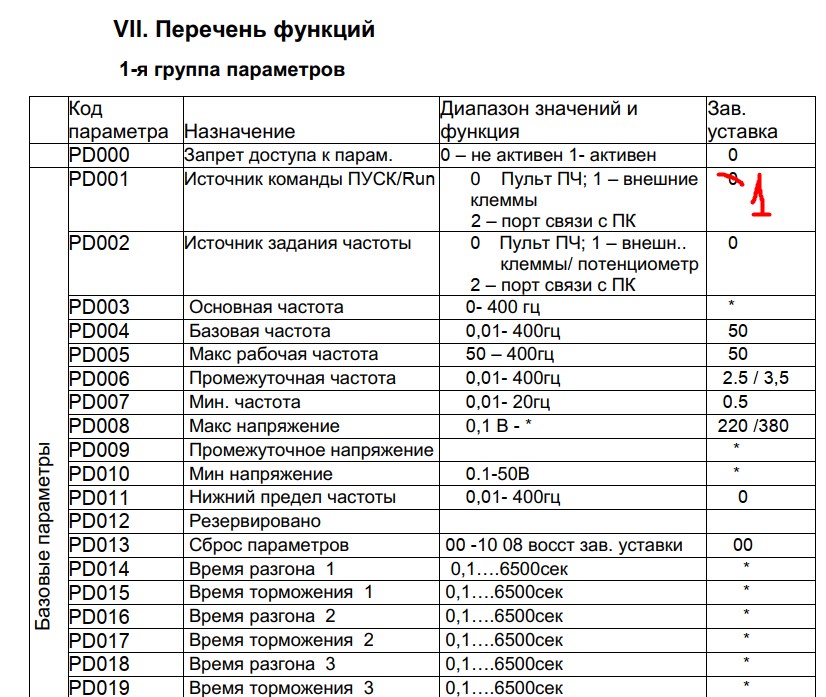
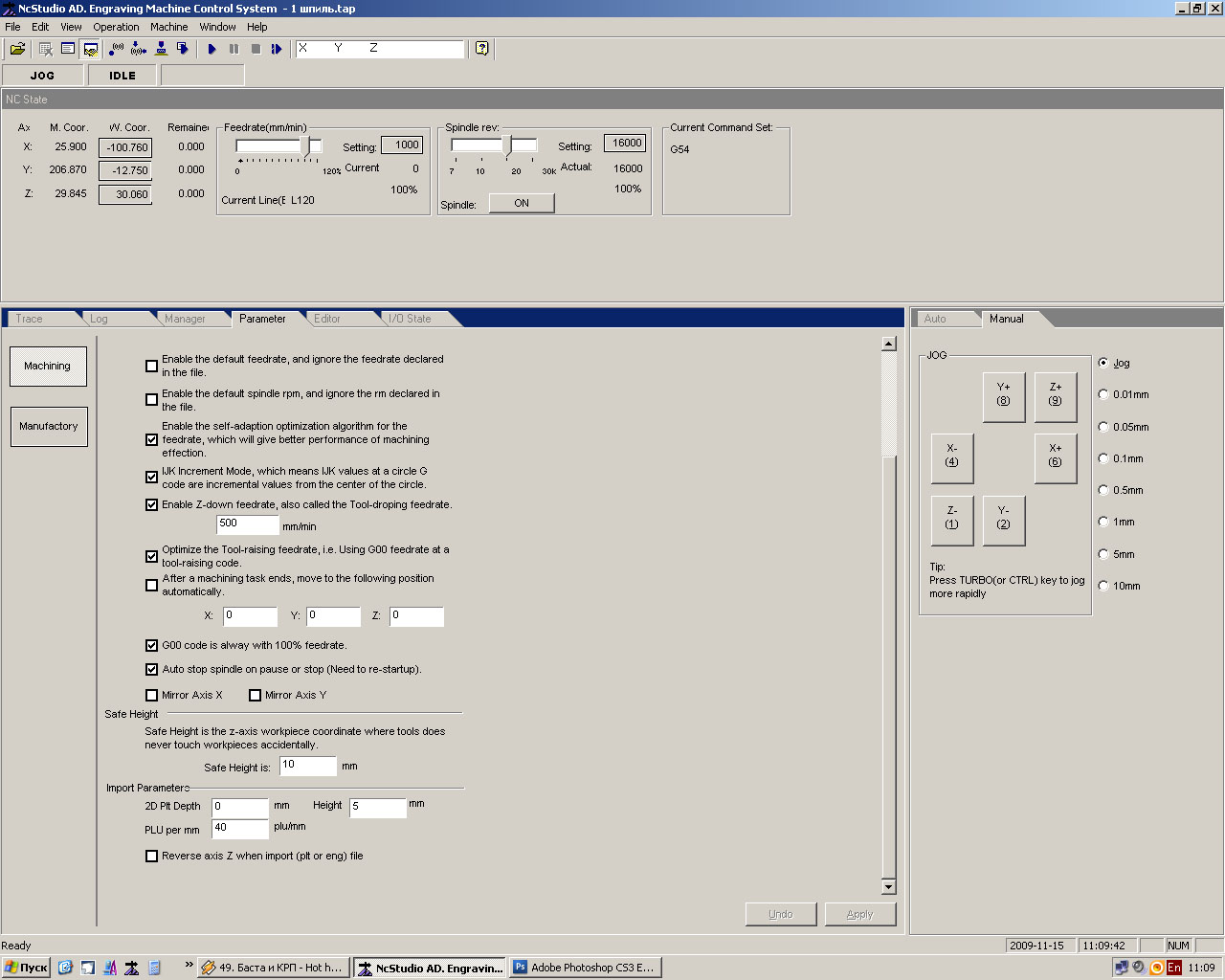
В настройках после настройки на полностью ручную работу изменение только одного параметра как на картинке.
Теперь разбираюсь со вторым частотником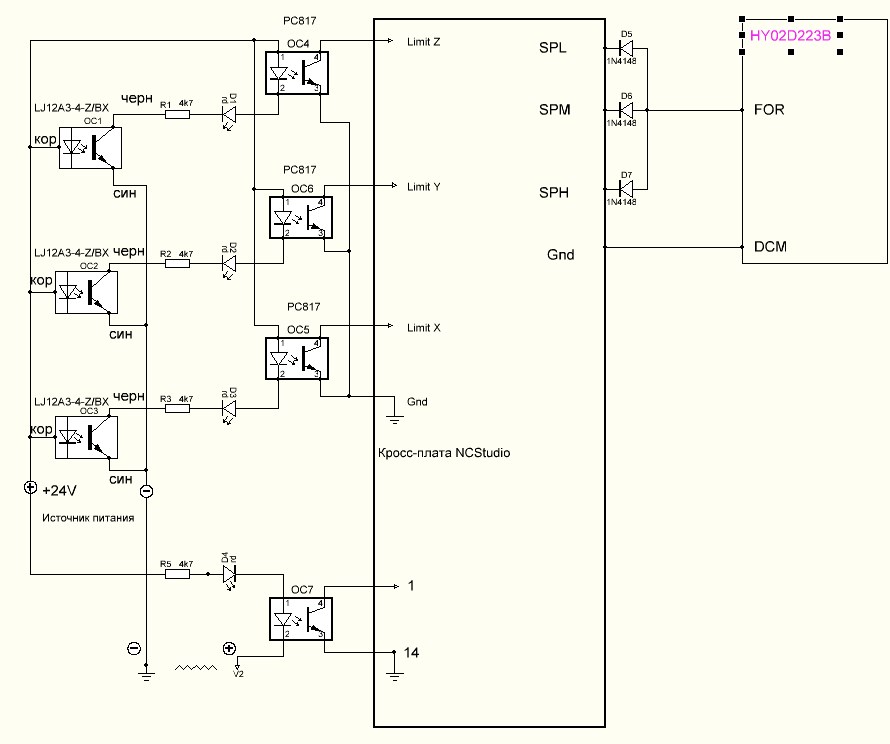
Поделиться100402-03-2021 09:36:33
По инвертору NOWFOREVER E-100 - практически то же самое. С платы НЦстудии с диодов на Х1 инвертора (запрограммирован как Forward Run) ? землю на COM, программировать P 000 как 1 (управление с внешних клемм).
Старт-стоп делает из УП, частота вручную регулируется
Поделиться100517-03-2021 12:53:16

Здравствуйте, подскажите пожалуйста как грамотно настроить это пульт, никак не могу подобрать драйвер. стоит nc 5.56 на 7 винде, нигде не могу найти совета.
Поделиться100631-03-2021 23:04:17
Вечер добрый всем, подскажите как решить небольшую проблему, после установка нулевой точки по всем или одной из 3-х осей, портал начинает перемещение как при нажатой кнопки control, если ее нажать и двинуться на любой из осей то после отпускания
скорость вновь становиться прежней. Конечно это не смертельно, но неудобно подстраивать фрезу.
Поделиться100707-04-2021 14:31:55
доброго времени . Подскажите ест ли тут обладатели nc v10?
Поделиться100807-04-2021 14:34:22
- Долгожитель

- Откуда: Земля
- Зарегистрирован: 06-06-2017
- Приглашений: 0
- Сообщений: 896
- Уважение: +185
- Позитив: +166
- Пол: Мужской
- Возраст: 54 [1971-11-15]
- Провел на форуме:
14 дней 8 часов - Последний визит:
25-06-2025 11:20:58
FILIN написал(а):
Подскажите ест ли тут обладатели nc v10?
Отредактировано TATAPNH (07-04-2021 14:38:23)
- Подпись автора
Всё! Волшебник! Научился!
Поделиться100908-04-2021 09:16:54
т
TATAPNH написал(а):
спрашивай
Отредактировано TATAPNH (Вчера 14:38:23)
поменяв работы . достался мне 5и осник на 10й НЦ . вопрос такого плана каким софтом лучше пользоваться для создания уп . 4 5 ось повороты шпинделя . а то надо делать формы для акриловых ванн . а пока не можем
Поделиться101008-04-2021 11:29:52
FILIN написал(а):
каким софтом лучше пользоваться для создания уп . 4 5 ось
Вы пытаетесь оказать медвежью услугу вашему работодателю. В отличии от вас ваш босс в курсе что проблемы не в софте, а в описании кинематической модели вашего станка в постпроцессоре.
И ценник может вывалится за такую услугу в евро в тремя нулями.
А софт может быть.
fusion 360 лицензия Это можно скачать ломаное PowerMill, Alphacam Но постпроцессор под ваш станок  писать удаленно это все равно что небо красить.
писать удаленно это все равно что небо красить.
Отредактировано NikolayUa24 (08-04-2021 11:51:44)
Поделиться101108-04-2021 12:55:09
- Долгожитель
- Откуда: Земля
- Зарегистрирован: 06-06-2017
- Приглашений: 0
- Сообщений: 896
- Уважение: +185
- Позитив: +166
- Пол: Мужской
- Возраст: 54 [1971-11-15]
- Провел на форуме:
14 дней 8 часов - Последний визит:
25-06-2025 11:20:58
NikolayUa24 написал(а):
И ценник может вывалится за такую услугу в евро в тремя нулями.
могу за 2 нуля 
- Подпись автора
Всё! Волшебник! Научился!
Поделиться101208-04-2021 13:11:00
TATAPNH написал(а):
могу за 2 нуля
А третий ноль это будет, таможня-проезд-проживание не день и не два и питание.
Я пробовал помочь человеку удаленно с такой проблемой. Я лил воду в песок два месяца и результат печальный он бросил это.
Поделиться101308-04-2021 13:31:05
- Долгожитель
- Откуда: Земля
- Зарегистрирован: 06-06-2017
- Приглашений: 0
- Сообщений: 896
- Уважение: +185
- Позитив: +166
- Пол: Мужской
- Возраст: 54 [1971-11-15]
- Провел на форуме:
14 дней 8 часов - Последний визит:
25-06-2025 11:20:58
NikolayUa24 написал(а):
Я лил воду в песок два месяца и результат печальный
есть такое
морочат голову и фьють
NikolayUa24 написал(а):
третий ноль это будет
ну значит не будет 
- Подпись автора
Всё! Волшебник! Научился!
Поделиться101412-04-2021 09:02:52
NikolayUa24 написал(а):
Вы пытаетесь оказать медвежью услугу вашему работодателю. В отличии от вас ваш босс в курсе что проблемы не в софте, а в описании кинематической модели вашего станка в постпроцессоре.
И ценник может вывалится за такую услугу в евро в тремя нулями.
А софт может быть.
fusion 360 лицензия Это можно скачать ломаное PowerMill, Alphacam Но постпроцессор под ваш станок писать удаленно это все равно что небо красить.Отредактировано NikolayUa24 (08-04-2021 11:51:44)
доброго времени . постпроцессор есть . залит в мастеркам х6. но не могу найти уроков по обработке 5ь осями ((
Поделиться101512-04-2021 13:15:04
FILIN написал(а):
постпроцессор есть . залит в мастеркам х6
Я понимаю вас, но это стандартные постпроцессоры. Они есть в каждой версии, и если вы не официальный обладатель мастеркам то служба поддержки не поможет.
С постпроцессором для станка идут ещё 3 файла с разными расширениями.
1 -MMD файл описаний станка
2 -CONTROL файл описаний стойки управления
3 -PST файл скрипта постпроцессора
4 -PSB это файл постпроцессора
Почитайте тему на форуме MASTERCAM И ВСЕ ЧТО С НИМ СВЯЗАННО и станет понятно что не все так просто. Почитайте ,поспрашивайте тут http://forum.mastercam-russia.ru/1_1.html
На канале абармота ютуб можно посмотреть ролики Подготовка УП для фрезеровки гнутого фасада,
Поделиться101620-04-2021 09:41:40
NikolayUa24 написал(а):
Я понимаю вас, но это стандартные постпроцессоры. Они есть в каждой версии, и если вы не официальный обладатель мастеркам то служба поддержки не поможет.
С постпроцессором для станка идут ещё 3 файла с разными расширениями.
1 -MMD файл описаний станка
2 -CONTROL файл описаний стойки управления
3 -PST файл скрипта постпроцессора
4 -PSB это файл постпроцессора
Почитайте тему на форуме MASTERCAM И ВСЕ ЧТО С НИМ СВЯЗАННО и станет понятно что не все так просто. Почитайте ,поспрашивайте тут http://forum.mastercam-russia.ru/1_1.html
На канале абармота ютуб можно посмотреть ролики Подготовка УП для фрезеровки гнутого фасада,
Ок, столкнулся немного с другой проблемой, тяжело с v5 на v10 без учителя, как в 10е менять нули? По заготовке??
Поделиться101720-04-2021 13:22:24
И так, объясню все по порядку, сильно не пинайте,.
1е станок достался без мануала
2е постпроцессор на betta5r в арткам работает норм ( смена инструмента)
3е а вот это для меня тут сложненько пока - не могу понять как выставлять нули по ХУZ, а особенно не вижу привычной кнопки для колибровки инструмента по проскости заготовки
Подскажите пожалуйста если не сложно
Поделиться101802-05-2021 10:14:16
Здравствуйте Уажаемые форумчане.
При подключении станка ЧПУ к плате PCIMC - 3d (ncstudio 5.5.60) возникла следующая проблема:
- при включении частотника шпинделя, ось "х" начинает "плясать", т.е. с платы управления начинают приходить сигналы +5в колебаниями, при этом он то ставится/то снимается с удержания. Пробовали ставить на другую ось, ситуация повторяется. С чем это может быть связано?
Спасибо за внимание.
Поделиться101913-05-2021 12:07:25
до сих про не разобрался в этой 10й НЦ . где эта кнопка для колибровки станка по Z с инструментом !?? подскажите пожалуйста
Поделиться102014-08-2021 12:39:52
vasa29
добрый день скажите пожалуйста дом можно поменять или он автоматческий виставляется
Поделиться102114-08-2021 12:51:15
Sarkis написал(а):
vasa29
добрый день скажите пожалуйста дом можно поменять или он автоматческий виставляется
Можете немного подрегулировать датчики и все, у меня станок с полем 600-1200, я выставил 695-1230.
Поделиться102214-08-2021 13:32:21
Sarkis написал(а):
дом можно поменять
Поделиться102310-10-2021 21:15:34
Бывают ли проблемы или конфликты при работе станка, если система координат станка совпадает с системой координат заготовки?
Поделиться102412-10-2021 12:54:55
kylan написал(а):
Бывают ли проблемы или конфликты при работе станка, если система координат станка совпадает с системой координат заготовки?
в общем не стал проверять. сделал проще- станок в дом. смещение по X/Y на + 15мм. обнуляю.
все для того, чтоб жертвенный вакуумный столик со встроенным механическим позиционированием относительно стола станка, без танцев был бы уже сразу привязан к нулям заготовки.
Поделиться102509-03-2022 21:33:42
- Новенький

- Зарегистрирован: 30-11-2021
- Приглашений: 0
- Сообщений: 6
- Уважение: 0
- Позитив: +1
- Провел на форуме:
2 часа 12 минут - Последний визит:
07-04-2022 19:38:43
Доброго времени суток!
Решил себе установить арт кам18 (до этого работал на 08) написал уп закинул в ncstudio5, но нцшка выдала какую-то ошибку на непонятном языке(
Пост процессор вроде тот же уп максимально простая
Попробовал перенести библиотеку с 08сама на 18сам, но сам18 так же уходит в ошибку и не сохраняет уп.
ncstudio и artCam на разных компах
Подскажите в чем таится проблема??? 
Поделиться102609-03-2022 21:43:17
Sputnik_jo написал(а):
в чем таится проблема???
В УП вестимо.
Покажите УП, может полегчает.
Поделиться102710-03-2022 19:41:01
- Новенький
- Зарегистрирован: 30-11-2021
- Приглашений: 0
- Сообщений: 6
- Уважение: 0
- Позитив: +1
- Провел на форуме:
2 часа 12 минут - Последний визит:
07-04-2022 19:38:43
я делал пробное уп на квадрат 50х50мм по контуру фреза 6мм сохранял в G-Code Arcs(mm)(*.tap)
T1M6
G17
G0Z10.000
G0X0.000Y0.000S15000M3
G0X22.879Y22.879Z10.000
G1Z-6.000F60000.0
G2X22.000Y25.000I2.121J2.121F150000.0
G1Y75.000
G2X25.000Y78.000I3.000J0.000
G1X75.000Y78.000
G2X78.000Y75.000I-0.000J-3.000
G1X78.000Y25.000
G2X75.000Y22.000I-3.000J0.000
G1X25.000Y22.000
G2X22.879Y22.879I-0.000J3.000
G0Z10.000
G0X0.000Y0.000
G0Z10.000
G0X0.000Y0.000
M30
Поделиться102810-03-2022 20:08:42
Sputnik_jo написал(а):
T1M6
G17
G0Z10.000
G0X0.000Y0.000S15000M3
G0X22.879Y22.879Z10.000
G1Z-6.000F60000.0
G2X22.000Y25.000I2.121J2.121F150000.0
G1Y75.000
G2X25.000Y78.000I3.000J0.000
G1X75.000Y78.000
G2X78.000Y75.000I-0.000J-3.000
G1X78.000Y25.000
G2X75.000Y22.000I-3.000J0.000
G1X25.000Y22.000
G2X22.879Y22.879I-0.000J3.000
G0Z10.000
G0X0.000Y0.000
G0Z10.000
G0X0.000Y0.000
M30
Поделиться102911-03-2022 16:53:57
- Новенький
- Зарегистрирован: 30-11-2021
- Приглашений: 0
- Сообщений: 6
- Уважение: 0
- Позитив: +1
- Провел на форуме:
2 часа 12 минут - Последний визит:
07-04-2022 19:38:43
vasa29 написал(а):
T1M6
G17
G0Z10.000
G0X0.000Y0.000S15000M3
G0X22.879Y22.879Z10.000
G1Z-6.000F60000.0
G2X22.000Y25.000I2.121J2.121F150000.0
G1Y75.000
G2X25.000Y78.000I3.000J0.000
G1X75.000Y78.000
G2X78.000Y75.000I-0.000J-3.000
G1X78.000Y25.000
G2X75.000Y22.000I-3.000J0.000
G1X25.000Y22.000
G2X22.879Y22.879I-0.000J3.000
G0Z10.000
G0X0.000Y0.000
G0Z10.000
G0X0.000Y0.000
M30
ни чего не понимаю в этом(
Не подскажите как это исправить в библиотеке что бы и на следующих уп это не выскакивало 
Поделиться103011-03-2022 17:02:02
F - это скорость рабочей подачи. Маловероятно, что Ваш станок развивает скорость 60 м/мин или 150 м/мин.
Выбираете инструмент, нажимаете редактировать. Пишите желаемые параметры.
Отредактировано vasa29 (11-03-2022 17:28:07)
Поделиться103111-03-2022 19:03:11
- Новенький
- Зарегистрирован: 30-11-2021
- Приглашений: 0
- Сообщений: 6
- Уважение: 0
- Позитив: +1
- Провел на форуме:
2 часа 12 минут - Последний визит:
07-04-2022 19:38:43
vasa29 написал(а):
F - это скорость рабочей подачи. Маловероятно, что Ваш станок развивает скорость 60 м/мин или 150 м/мин.
Выбираете инструмент, нажимаете редактировать. Пишите желаемые параметры.Отредактировано vasa29 (Сегодня 17:28:07)
исправил буду пробовать. Дам знать о результате
Заранее СПАСИБО БОЛЬШОЕ
Поделиться103211-03-2022 20:11:39
Уважаемые мастера есть вопрос такой. С NCStudio работаю недавно и заметил что в отличии от мак 3 не видно траектории. Т.е не смогу определить выхожу ли за область детали и поставить крепления там где не проходит фреза . Как быть?
Поделиться103311-03-2022 20:22:58
Вам знаком термин RTFM?
Ссылка стр.23
Поделиться103412-03-2022 00:32:02
- Новенький
- Зарегистрирован: 30-11-2021
- Приглашений: 0
- Сообщений: 6
- Уважение: 0
- Позитив: +1
- Провел на форуме:
2 часа 12 минут - Последний визит:
07-04-2022 19:38:43
vasa29 написал(а):
Вам знаком термин RTFM?
Ссылка стр.23
Читал и периодически смотрю когда появляются какие-то вопросы
Поделиться103512-03-2022 22:00:14
- Местный

- Откуда: г. Нарткала
- Зарегистрирован: 29-12-2010
- Приглашений: 1
- Сообщений: 319
- Уважение: +19
- Позитив: +31
- Пол: Мужской
- Возраст: 48 [1977-05-25]
- Провел на форуме:
9 дней 21 час - Последний визит:
03-08-2023 21:01:40
Приветствую всех формунчан, желаю всем мира и здоровья вселенского!
помогите одолеть пожалуйста разум мышления станка под программой управления в NCStudio. задача была упростить работу станка при начале обработке удалив задачу станка при начале фрезеровке идти на ноль а потом уже фрезеровать деталь, с чем я и справился поэкспериментировав над постпроцессорам удалив строчку с командой при старте сначала идти на ноль.... а вот со второй задачей ни как не справлюсь......
задача чтоб после завершения работы поднявшись на безопасную высоту станок в дальнейшем отправился на Х0 Y0 Z300 одновременно по всем осям! Я вот уже второй день насилую постпроцессор меняя командные строки а этот чёрт всё одно отправляет станок в NCStudio после безопасной высоты сначала по X и Y на 0, а потом следующей строкой X0 Y0 Z300
;
; G - Code configuration file - with Arc Support
;
; History
;
; Who When What
; === ======== ========================================
; TM 13/05/99 Written
; BEM 20/05/99 Removed line numbers
; BEM 21/03/00 Added DESCRIPTION and FILE_EXTENSION fields
; BEM 19/06/01 Added support for circular arc output
; move to home pos at end instead of 0,0,ZH
; bem 07/09/01 Added G17 to define plane for circular arcs
;
DESCRIPTION = "G-Code Arcs (mm) (*.nc)"
;
FILE_EXTENSION = "nc"
;
UNITS = MM
;
; Cariage return - line feed at end of each line
;
END_OF_LINE = "[13][10]"
;
; Block numbering
;
LINE_NUM_START = 0
LINE_NUM_INCREMENT = 10
LINE_NUM_MAXIMUM = 999999
;
; Set up default formating for variables
;
; Line numbering
FORMAT = [N|@|N|1.0]
; Spindle Speed
FORMAT = [S|@|S|1.0]
; Feed Rate
FORMAT = [F|#|F|1.1]
; Tool moves in x,y and z
FORMAT = [X|#|X|1.3]
FORMAT = [Y|#|Y|1.3]
FORMAT = [Z|#|Z|1.3]
; Arc Centre Cordinates
FORMAT = [I|@|I|1.3]
FORMAT = [J|@|J|1.3]
; Home tool positions
FORMAT = [XH|@|X|1.3]
FORMAT = [YH|@|Y|1.3]
FORMAT = [ZH|@|Z|1.3]
;
; Set up program header
;
START = "T1M6"
START = "G17"
START = "G0[S]M3"
;START = "G0[XH][YH][ZH]"
;
; Program moves
;
RAPID_RATE_MOVE = "G0[X][Y][Z]"
;
FIRST_FEED_RATE_MOVE = "G1[X][Y][Z][F]"
FEED_RATE_MOVE = "[X][Y][Z]"
;
FIRST_CW_ARC_MOVE = "G2[X][Y][i][J][F]"
CW_ARC_MOVE = "G2[X][Y][i][J]"
;
FIRST_CCW_ARC_MOVE = "G3[X][Y][i][J][F]"
CCW_ARC_MOVE = "G3[X][Y][i][J]"
;
; End of file
;
END = "G0X0Y0Z300"
END = "M30"
T1M6
G17
G0S3333M3
G0X355.906Y503.819Z22.000
G1Z-4.000F555.0
G1X532.522F2000.0
Y747.301
X355.906
Y503.819
G0Z22.000
G0X0.000Y0.000Z300.000 вот единственное что не могу понять когда этот файл в матче отрабатывает итоговую часть по всем осям уходя в конец одновременно,
G0X0Y0Z300 то почему этот шакал в NCStudio всё одно даже в прописанной одной строкой делит на обработку сначала XY а потом Z отдельно...?
M30
Поделиться103617-03-2022 10:23:36
Добрый день. Движение по трем осям одновременно в режиме G0 не применяется из соображений безопасности. Оно делится на два этапа: вначале подъем на безопасную высоту. потом движение в плоскости XY. Работаю в NCStudio, при включении станка "Move to reference point" движение также происходит по такому алгоритму.
Поделиться103720-05-2022 20:39:51
Здравствуйте, уважаемые гуру и сенсеи!
Уже шестой день работаю с NCSTUDIO 5.5.60.0 До этого работал на фанукоподобных станках. В принципе, и в NC все понятно. Но возникли трудности с макро программированием. Синтаксис порядком отличается от того, что знаю. С переменными я разобрался. Но вот циклы, переходы (условные и безусловные) никак не даются. Информации нигде не нашел. Ни в этой теме, ни на просторах инета. Может быть, есть у кого документация по макро программированию? Или, хотя бы, примеры УП. Очень нужно!
Прошу не писать, что с САМом проще. Ими я владею на достаточном уровне, но нужно, в этом случае, макро, оно же параметрическое программирование.
Спасибо!
P.S. Вот мысль пришла - возможно этого вообще нет? Встречались мне такие станки...
Отредактировано fantom.ul (21-05-2022 19:42:14)
Поделиться103818-06-2022 17:08:47
Добрый день уважаемые форумчане! Уже который день бьюсь с проблемой, не могу загрузить УП с круговой интерполяцией в NC Studio V5.5.60, начинаю симуляцию доходит до G03 кода и все, кто может чем подсказать? куда копать хотя бы?) Почему бьюсь) Если ставлю в постпроцессоре дугу отрезками, она так и получается отрезками а не нормальной дугой что сильно влияет на качество конечного изделия((
УП
%
N0010 G40 G17 G90 G71
N0020 G91 Z0.0
N0030 T00 M06
N0040 G00 G90 X172.246 Y0.0 S20000 M03
N0050 G43 Z10. H00
N0060 Z-2.568
N0070 G01 Y34.324 F650. M08
N0080 G03 X146.787 Y59.783 I25.459 J0.0
N0090 G01 X103.056
N0100 G03 X77.597 Y34.324 I0.0 J25.459
N0110 G01 Y-34.324
N0120 G03 X103.056 Y-59.783 I-25.459 J0.0
N0130 G01 X146.787
N0140 G03 X172.246 Y-34.324 I0.0 J-25.459
N0150 G01 Y0.0
N0160 G00 Z10.
N0170 M02
%
Поделиться103918-06-2022 22:58:38
- Долгожитель
- Откуда: Земля
- Зарегистрирован: 06-06-2017
- Приглашений: 0
- Сообщений: 896
- Уважение: +185
- Позитив: +166
- Пол: Мужской
- Возраст: 54 [1971-11-15]
- Провел на форуме:
14 дней 8 часов - Последний визит:
25-06-2025 11:20:58
Becrux написал(а):
уда копать хотя бы?)
а если через радиус попробовать?
выключить в ПП JI
включить R [ARC_RADIUS = [Radius|A|R|1.2]]
- Подпись автора
Всё! Волшебник! Научился!
Поделиться104018-06-2022 23:10:05
Через радиус тоже пробовал(((( выходит красная длинная ошибка на непонятном языке((( прямую линию рисует, а как подходит к дуге ошибка 
Поделиться104118-06-2022 23:20:34
- Долгожитель
- Откуда: Земля
- Зарегистрирован: 06-06-2017
- Приглашений: 0
- Сообщений: 896
- Уважение: +185
- Позитив: +166
- Пол: Мужской
- Возраст: 54 [1971-11-15]
- Провел на форуме:
14 дней 8 часов - Последний визит:
25-06-2025 11:20:58
а убрать её вообще 
выключить все G2 /G3 - пост постарается прописать по координатам дуги - мноооооого строчек и станок может таки дёргаться, а может и не может 
- Подпись автора
Всё! Волшебник! Научился!
Поделиться104218-06-2022 23:38:18
Ну да так и сделал, допусками регулирую количество отрезков на дугах... Но если кто сталкивался, ответьте пож(((
Поделиться104320-06-2022 18:19:31
У меня ошибка выскакивает, когда в результате округления начальная и конечная точка дуги имеют одинаковые координаты. ПП прописывает радиусы. Сделайте скрин сообщения NC и программу сбросьте, потому что в сообщении указывается номер строки в которой ошибка
Поделиться104421-06-2022 11:42:11
Всё работает.
Отредактировано fantom.ul (23-06-2022 07:42:10)
Поделиться104521-06-2022 14:01:31

Прога должна выглядеть так:
%
N0010 G40 G17 G90 G71
N0020 G91 Z0.0
N0030 T00 M06
N0040 G00 G90 X172.246 Y0.0 S20000 M03
N0050 G43 Z10. H00
N0060 Z-2.568
N0070 G01 Y34.324 F650. M08
N0080 G03 X146.787 Y59.783 I-25.459 J0.0
N0090 G01 X103.056
N0100 G03 X77.597 Y34.324 I0.0 J-25.459
N0110 G01 Y-34.324
N0120 G03 X103.056 Y-59.783 I25.459 J0.0
N0130 G01 X146.787
N0140 G03 X172.246 Y-34.324 I0.0 J25.459
N0150 G01 Y0.0
N0160 G00 Z10.
N0170 M02
%
Вы со знаками напутали I и J
Отредактировано fantom.ul (21-06-2022 14:07:17)
Поделиться104629-06-2022 07:51:10
Попался станок со старой версией NC Studio 5.5.4. Используется 3х ступенчатое регулирование шпинделем и всё бы ничего, да разброс скоростей большой. Хотел изменить управление на 7ми ступенчатое, проблем с ПЧ нет, меняешь параметры, записываешь предустановленные скорости, а вот с самой NC Studio проблема, что нужно настроить и какие параметры поменять, чтобы была возможность выбора 7ми скоростей, соответственно и сигналы в ПЧ изменятся. (по умолчанию ползунок скорости шпинделя имеет 3 деления).
Пост написан 29-06-2022 04:48:24
Поделиться104710-08-2022 14:24:05
День добрый форумчане! Такая проблема: попался станок с NCstudio ещё 4 версии. Периодически во время работы ось Z может сама по себе поехать вверх или вниз. Закономерностей не наблюдал. Данная проблема на станке уже более 5 лет. Хочу попробовать обновить NCStudio до 5.5.60 версии, соответственно заказать новую плату. С какими проблемами я могу столкнуться?
Пост написан 09-08-2022 04:44:52
Поделиться104810-08-2022 17:53:40
Станислав С написал(а):
С какими проблемами я могу столкнуться?
С тем, что останется нерешенным вопрос
Станислав С написал(а):
во время работы ось Z может сама по себе поехать вверх или вниз.
Поделиться104919-10-2022 11:05:45
Всем привет!
На поиске похожей ситуации не нашел, поэтому обращаюсь здесь.
После замены контролера NCstudio слетели импульсы, я их вычислил поставил по новой, но теперь при разной скорости подачи ЧПУ фрезерует разное расстояния т.е если должен получится квадрат
10см на 10 см, при подаче 100% получается 6см на 6см, при 50% подаче 8см-8см, при 10% подаче все хорошо, это примерные величины. Пытался играться с линейном ускорением , помогает но слабо.
Вообщем нужна ваша помощь многоувожаемые форумчане.
Версия NCstudio 5.5.60
Поделиться105028-12-2022 20:41:02
Всем привет!
Решил обновить ПК на станке и плату под NC Studio на более новую версию. Соответственно есть пару вопросов опытным людям:
Какую версию NC Studio ставить на новый ПК? (Соответственно с новой платой)
У кого лучше покупать плату? (условный алиэкспресс или оффициальных представителей искать)
Какую систему ставить на ПК, чтобы небыло проблем с драйверами. (XP, WIN7, WIN10).
Заранее спасибо за ответ!
P.S. Системник нужно менять, потому что этот очень старый и уже начал сыпаться. А новую плату и NC studio хочу поставить, чтобы была возможность настроить 7 скоростей шпинделя, в данной версии NC Studio их всего 3.
Пост написан 28-12-2022 12:21:38
Поделиться105106-03-2023 08:03:34
Проблема в старой версии 5.4 убралась панель, перешел в полноэкранный режим и горячими клавишами не убирает прошерстил вечь интернет везде говорят Ctrl+Enter, но почему то не работает это
Поделиться105208-05-2023 01:10:05
Нужна помощь! При запуске УП станок вначале уходит в 0, потом возвращается и начинает резать. Как это отключить?
- Подпись автора
Да я знаю этот станок как свои три пальца !!!
ПеревестиПоделиться105308-05-2023 07:49:07

Отредактировано vasa29 (08-05-2023 07:52:18)
Поделиться105408-05-2023 08:50:54
vasa29 написал(а):
Отредактировано vasa29 (Сегодня 07:52:18)
After a machining task ends …”: перемещение режущего инструмента в заданное положение после завершения УП.
Эта функция уводит инструмент домой ПОСЛЕ выполнения УП. А у меня каждый раз идет домой ПЕРЕД выполнением УП.....
Отредактировано witch18 (08-05-2023 08:54:21)
- Подпись автора
Да я знаю этот станок как свои три пальца !!!
Поделиться105508-05-2023 09:27:14
В начале УП команда G28 есть?
Поделиться105608-05-2023 09:30:50
witch18 написал(а):
Нужна помощь! При запуске УП станок вначале уходит в 0, потом возвращается и начинает резать. Как это отключить?
Откройте в блокноте УП, удалите строку G0X0Y0 и будет вам счастье
Поделиться105708-05-2023 09:33:38
сегодня чуть позже проверю. Но при создании УП симуляция показывает выполнение БЕЗ ухода домой, режет сразу.
- Подпись автора
Да я знаю этот станок как свои три пальца !!!
Поделиться105808-05-2023 09:36:29
Dark Knight написал(а):
Откройте в блокноте УП, удалите строку G0X0Y0 и будет вам счастье
Это каждый раз прийдется делать? Так ведь не должно быть! Какое-то геморройное получается счастье)))
- Подпись автора
Да я знаю этот станок как свои три пальца !!!
Поделиться105908-05-2023 09:41:10
witch18 написал(а):
сегодня чуть позже проверю. Но при создании УП симуляция показывает выполнение БЕЗ ухода домой, режет сразу.
Может надо попробовать другой постпроцессор? В этом может быть проблема? Как определить какой указывать постпроцессор при сохранении УП? Я его методом тыка нашел....
- Подпись автора
Да я знаю этот станок как свои три пальца !!!
Поделиться106008-05-2023 11:53:04
witch18 написал(а):
Может надо попробовать другой постпроцессор? В этом может быть проблема? Как определить какой указывать постпроцессор при сохранении УП? Я его методом тыка нашел....
А может просто назначить 0ю точку в нужном месте?
Поделиться106108-05-2023 14:53:25
Dark Knight написал(а):
А может просто назначить 0ю точку в нужном месте?
Изменить машинный ноль предлагаете? "Что-то я очкую, Славик!")))
- Подпись автора
Да я знаю этот станок как свои три пальца !!!
Поделиться106208-05-2023 15:02:11
witch18 написал(а):
Как определить какой указывать постпроцессор при сохранении УП?
mach2mm попробуйте.
В ncstudio V.8 Operations --> Set Parameters --> Ref.( R) --> N2001 MoveToMecanicalPointBeforeMashining установить в False
Поделиться106317-08-2023 18:26:28
- Новенький

- Откуда: Москва
- Зарегистрирован: 06-10-2022
- Приглашений: 0
- Сообщений: 4
- Уважение: 0
- Позитив: 0
- Пол: Мужской
- Возраст: 61 [1964-08-28]
- Провел на форуме:
1 час 23 минуты - Последний визит:
26-09-2023 20:20:42
всем привет. хочу поставить кнопочный терминал сбоку на портал, чтобы джогом управлять по XY не тыкая мышью по монитору, а прям с терминала. вопрос как привязать и возможно ли в принципе такое, к софту? теоретически можно написать подпрограмму, но получается каждый раз это надо ее подгружать, а потом заново грузить программу обработки, что неприемлемо.
заранее извинюсь за тупые желания ))
Поделиться106417-08-2023 19:03:52
- Новенький
- Откуда: Москва
- Зарегистрирован: 06-10-2022
- Приглашений: 0
- Сообщений: 4
- Уважение: 0
- Позитив: 0
- Пол: Мужской
- Возраст: 61 [1964-08-28]
- Провел на форуме:
1 час 23 минуты - Последний визит:
26-09-2023 20:20:42
_claw написал(а):
всем привет. хочу поставить кнопочный терминал сбоку на портал, чтобы джогом управлять по XY не тыкая мышью по монитору, а прям с терминала. вопрос как привязать и возможно ли в принципе такое, к софту? теоретически можно написать подпрограмму, но получается каждый раз это надо ее подгружать, а потом заново грузить программу обработки, что неприемлемо.
заранее извинюсь за тупые желания ))
все, нашел решение проблемы
есть вариант покруче, с блюпуп и кучей фичей
но мне их не нужно , так что тема закрыта
Поделиться106523-09-2023 08:05:34
Всем доброго дня. Подскажите, в NcEditor отключены функции точка и край. Как их включить?
Пост написан 22-09-2023 14:14:13
Поделиться106606-10-2023 13:18:35
друзья 8-ка на винду 10 -ю встанет?
Поделиться106706-10-2023 13:24:46
dennes написал(а):
друзья 8-ка на винду 10 -ю встанет?

Поделиться106806-10-2023 13:38:51

такое пишут
Отредактировано dennes (06-10-2023 13:40:45)
Поделиться106917-10-2023 10:35:20
пробовал win 7-64- драйвер не становится.32- нормально
Поделиться107027-10-2023 21:29:44
эксперимент прошёл удачно встала на win 10-32.сам спросил сам ответил,всем спасибо
Поделиться107128-10-2023 07:48:54
dennes написал(а):
сам спросил сам ответил
Получается по факту вы просто не читаете ответы.
Поделиться107231-10-2023 09:22:28
kylan написал(а):
Получается по факту вы просто не читаете ответы.
вы вопрос прочитайте.я про минимальные требования не спрашивал
Поделиться107331-10-2023 21:17:31
dennes написал(а):
про минимальные требования не спрашивал
Про них и не говорил.
Там ключевое- последнее предложение.
Или его выделить нужно было?
Соответственно вывод - если не дошли до него (предложения), значит не читаете ответы. Только заголовки.
Отредактировано kylan (31-10-2023 21:28:50)
Поделиться107403-11-2023 11:54:03
kylan написал(а):
Про них и не говорил.
Там ключевое- последнее предложение.
Или его выделить нужно было?Соответственно вывод - если не дошли до него (предложения), значит не читаете ответы. Только заголовки.
я всё понял спасибо.разобрался и хорошо
Поделиться107528-11-2023 11:34:04
- Новенький

- Зарегистрирован: 29-09-2021
- Приглашений: 0
- Сообщений: 4
- Уважение: +1
- Позитив: +1
- Провел на форуме:
3 часа 57 минут - Последний визит:
13-12-2023 20:48:20
Здравствуйте уважаемые форумчане.
Столкнулся с проблемой перезапуска NC Studio после остановки станка. Причина белее-менее ясна. УП большого веса. После остановки (в конце смены), не смог, на следующий день запустить программу. Да. Должен был выгрузить УП, записав строку окончания фрезеровки, отправив фрезу в ноль, а на утро запустив программу и заново загрузив УП, стартануть с нужной строки. Но этого не сделал. Раньше не сталкивался с таким весом УП. Это все ясно и понятно. Как теперь решить проблему? NCшка не запускается. Фреза в точке остановки станка. Только переустановка программы? Или все же есть еще решение?. Если переустановка, то заготовка (очень дорогая) будет испорчена. В ту же точку фрезеровки не попасть однозначно. Кто-то решал подобную задачу? Поделитесь пожалуйста опытом.
Скрин при открытии программы

Поделиться107628-11-2023 13:26:43
- Новенький
- Зарегистрирован: 29-09-2021
- Приглашений: 0
- Сообщений: 4
- Уважение: +1
- Позитив: +1
- Провел на форуме:
3 часа 57 минут - Последний визит:
13-12-2023 20:48:20
Есть решение! Для того, что бы открылась прога, достаточно переместить сам файл УП на компьютере. Так, что бы изменился к нему путь. NCшка, при запуске не найдет его, и откроется без УП. Затем загружаем в нее нужное УП, и стартуем с нужной строки. Только вот "0", конечно теряется, и что бы его поймать прийдется изрядно помучаться...)
Поделиться107723-05-2024 08:01:11
Здравствуйте. Нужна помощь нигде не нашла ответа на вопрос.
Nc studio после выполнения задания как надо возвращается в начальную точку и шпиндель перестаёт крутится, но через секунд 10 идёт снова выполнять ту же программу заново и так до бесконечности.
Думала что проблема не в nc, но программы написанные и в арткам и в базисе одинаково так зависают.
Пост написан 22-05-2024 11:49:02
Поделиться107823-05-2024 16:49:38
Лейсан симфония написал(а):
но через секунд 10 идёт снова выполнять ту же программу заново и так до бесконечности.
Покажите вашу УП
Поделиться107913-07-2024 22:58:31
Привет, коллеги.
Перешел на новую работу - фрезеровать мрамор. На конторе 2 станка под NCStudio, они перевезенные сюда (в Испанию) с Украины. Подключил-запустил пока один.
Хоть и гоняю станки больше 20 лет - ранее с NC Studio не доводилось. С большего за пару дней разобрался, делаю.
Один вопрос - станок работает зеркально по оси Y. То есть в G-коде, допустим G1 Y100, а едет в Y-100.
То, что перепутаны сигналы dir, исключаем, т.к. в ручном режиме перемещения по оси Y + или -, едет правильно. Так же - справа, где подсвечиваются отрабатываемые строки, там написано все с Y+,
а одновременно текущие координаты станка показывает то же значение, но с "-Y".
Пока приспособился - сразу рисую вектора или модель зеркально по Y в Арткаме, но это не дело.
Посему вопрос - как это победить? М.б. есть тупо кнопка "выполнять зеркально", которая у меня перманентно зажата, а я ее найти не могу?
Поделиться108017-07-2024 21:17:12
SanSan написал(а):
М.б. есть тупо кнопка "выполнять зеркально", которая у меня перманентно зажата, а я ее найти не могу?
Поделиться108119-08-2024 12:54:52
vasa29 написал(а):
Ага, спасибо, нашел.
Поделиться108226-08-2024 09:24:02
- Гуру

- Откуда: Иркутск - Хомутово
- Зарегистрирован: 29-07-2009
- Приглашений: 0
- Сообщений: 1656
- Уважение: +1608
- Позитив: +1179
- Пол: Мужской
- Возраст: 58 [1967-04-13]
- Провел на форуме:
1 месяц 19 дней - Последний визит:
31-01-2026 23:31:29
Доброго времени суток всем!
У кого стоит нцешка 5.5.60 английская версия, могут сделать ее русской. Народ помог с грамотным переводом. Вывел некоторые кнопки на панель для удобства. Файлы из архива закинуть с заменой в папку с программой. Настройки останутся без изменений.
https://disk.yandex.ru/d/tFPJDTXJHZMpKQ
- Подпись автора
Ученье свет! А не ученье - на работу чуть свет!

Поделиться108312-09-2024 10:20:00
Здравствуйте, подскажите как запускать фрезеровку с определённого кадра на 4д станке в nc studio v10? При вводе строки в SelWork пишет "введите значение от 0 до -1", делаю программу в павермил, не сильно понимаю, почему всё так срабатывает
Пост написан 10-09-2024 14:04:44
Поделиться108415-01-2025 00:55:23
- новый участник

- Зарегистрирован: 14-01-2025
- Приглашений: 0
- Сообщений: 5
- Уважение: 0
- Позитив: 0
- Провел на форуме:
1 час 51 минуту - Последний визит:
15-01-2025 17:40:34
Всем доброго времени суток господа хорошие! Кто может помочь новичку поставить русский язык на NCStudio 5.5.60 по удалёнке через анюдекс?а так же немогу установить арткам скачиваю а вот открыть не могу ?
Поделиться108515-01-2025 01:27:51
- новый участник
- Зарегистрирован: 14-01-2025
- Приглашений: 0
- Сообщений: 5
- Уважение: 0
- Позитив: 0
- Провел на форуме:
1 час 51 минуту - Последний визит:
15-01-2025 17:40:34
Всем доброго времени суток господа хорошие помогите пожалуйста новичку установить арткам по удалёнке через анюдекс?
Поделиться108608-09-2025 22:43:05
Здравствуйте! Привезли новый станок, без автосмены инструмента, после отработки одной фрезы, ncStudio 15.55 феникс, отключает вакуумный насос! Как это отключить?
Пост написан 05-09-2025 15:23:20
Поделиться108715-09-2025 19:15:46
Уже 15 нц есть?
Поделиться108819-10-2025 10:40:11
Что то не слышно
Поделиться108919-10-2025 17:15:39
Зато видно
Ссылка