Доброго времени суток! Понимаю, похожие темы были, но не решили мою проблему.
Дело обстоит так: Есть рукотворный станок чпу на базе Mach3, есть поворотная ось. Не хочется устанавливать поворотную ось вдоль Х, так как длина по иксу у нас 740мм, а по У- 1300. Соответственно, выгоднее поставить поворотку вдоль Y. Почему так пишу- у нас поворотка пока независима, съемна. Хотелось бы работать в PowerMill и позиционировать ось вдоль Y, однако постпроцессора под наш станочек я не нахожу нигде. Из предложенных гуглом и различными форумами тоже не подходят, вылетают ошибки, требуют повернуть модель вдоль Х и так далее. Вот у меня есть просьба: Пожалуйста, если у кого есть нужный, как я описал, процессор, если он подойдет, прошу поделиться. Либо, если нет таких, я готов сам научиться строить постпроцессоры. Но для этого, я не знаю, где взять туториалы, мануалы и уроки и прошу тыкнуть носом в сей ресурс для впитывания информации.
Постпроцессоры
Сообщений 1 страница 35 из 35
Поделиться114-03-2021 17:01:03
Поделиться214-03-2021 21:25:45
я готов сам научиться строить постпроцессоры.
Поделиться314-03-2021 22:21:48
Ссылка
Спасибо! Буду зубрить!))))
Поделиться415-03-2021 05:38:27
Хотелось бы работать в PowerMill и позиционировать ось вдоль Y, однако постпроцессора под наш станочек я не нахожу нигде.
В DeskProto для начала не пробовали? Там настраивается, под данное положение, сам пользую.
Поделиться515-03-2021 11:38:52
В DeskProto для начала не пробовали? Там настраивается, под данное положение, сам пользую.
Не нашел рабочую версию. Официалку пока не могу позволить.
Поделиться615-03-2021 12:05:02
В этой теме выкладывал посты ПМ Помогите с постпроцессором для "китайца"
Если так сильно хочется DeskProto могу поделится, но как по мне это трата времени в пустую. Черенки к лопатам точит  а модели с изгибом тут без танцев с бубном никак.
а модели с изгибом тут без танцев с бубном никак.
Поделиться715-03-2021 12:12:08
- Долгожитель

- Откуда: Земля
- Зарегистрирован: 06-06-2017
- Приглашений: 0
- Сообщений: 896
- Уважение: [+187/-2]
- Позитив: [+198/-32]
- Пол: Мужской
- Возраст: 54 [1971-11-15]
- Провел на форуме:
14 дней 8 часов - Последний визит:
25-06-2025 11:20:58
Хотелось бы работать в PowerMill и позиционировать ось вдоль Y, однако постпроцессора под наш станочек я не нахожу нигде.
эта проблемадавно решена
при создании УП надо подменять активную СК на нужную (перпендикулярную) ось
читай форум
- Подпись автора
Всё! Волшебник! Научился!
Поделиться815-03-2021 13:01:05
эта проблемадавно решена
при создании УП надо подменять активную СК на нужную (перпендикулярную) ось
читай форум
Ссылка битая
Поделиться915-03-2021 13:29:58
Ссылка битая
Ссылка живая.
Поделиться1015-03-2021 13:31:55
Ссылка живая.
Попробую с домашнего посмотреть, а пока....
Отредактировано Dark Knight (15-03-2021 13:33:17)
Поделиться1115-03-2021 13:40:21
а пока....
а если так?
http://cncuserforum.ru/viewtopic.php?id … =9#p229254
илитак?
Поделиться1215-03-2021 14:31:06
Если так сильно хочется DeskProto могу поделится, но как по мне это трата времени в пустую. Черенки к лопатам точит а модели с изгибом тут без танцев с бубном никак.
Одна из причин, почему я хочу остаться в Powermill.
Поделиться1315-03-2021 14:32:21
эта проблемадавно решена
при создании УП надо подменять активную СК на нужную (перпендикулярную) ось
читай форум
Это понятно. Но без постпроцессора Powermill ругается и не хочет строить траекторию. Мне Powermill вообще без постов шел.
ПеревестиПоделиться1415-03-2021 16:11:16
- Долгожитель
- Откуда: Земля
- Зарегистрирован: 06-06-2017
- Приглашений: 0
- Сообщений: 896
- Уважение: [+187/-2]
- Позитив: [+198/-32]
- Пол: Мужской
- Возраст: 54 [1971-11-15]
- Провел на форуме:
14 дней 8 часов - Последний визит:
25-06-2025 11:20:58

Отредактировано TATAPNH (15-03-2021 17:32:07)
- Подпись автора
Всё! Волшебник! Научился!
Поделиться1515-03-2021 16:14:26
- Долгожитель
- Откуда: Земля
- Зарегистрирован: 06-06-2017
- Приглашений: 0
- Сообщений: 896
- Уважение: [+187/-2]
- Позитив: [+198/-32]
- Пол: Мужской
- Возраст: 54 [1971-11-15]
- Провел на форуме:
14 дней 8 часов - Последний визит:
25-06-2025 11:20:58
Ссылка битая
а если так?
он имел ввиду на пост и инструкцию [вот в кратце], её давал когда-то NikolayUa24
снова я не нашёл её
Но без постпроцессора Powermill ругается и не хочет строить траекторию.
пост выше под 2017 и выше тоже работает. пробуй
Отредактировано TATAPNH (15-03-2021 16:28:09)
- Подпись автора
Всё! Волшебник! Научился!
Поделиться1615-03-2021 17:57:52
Для вывода УП по оси Y создайте ск вывод по оси Y поворот на -90 градусов по Z.
[spoiler="Это равносильно"]G68 – вращение координат. Модальная команда G68 позволяет выполнить поворот координатной системы на определенный угол. Для выполнения такого поворота требуется указать плоскость вращения, центр вращения и угол поворота. Плоскость вращения устанавливается при помощи кодов G17 (плоскость XY), G18 (плоскость XZ) и G19 (плоскость YZ). Если желаемая плоскость вращения уже активирована, то программирование команд G17, G18 и G19 в кадре с G68 не требуется.
При действующей команде G90 центр вращения указывается абсолютными координатами относительно нулевой точки станка, если не выбрана одна из стандартных рабочих систем координат. Если выбрана одна из рабочих систем координат G54–G59, то центр вращения устанавливается относительно нулевой точки активной рабочей системы координат. В случае действующей команды G91 центр вращения указывается относительно текущей позиции. Если же координаты цент ра вращения не будут указаны, то в качестве центра вращения будет принята текущая позиция.
Угол вращения указывается при помощи R-слова данных. Формат для команды вращения координат обычно следующий:
G17 G68 X_Y_R_
G69 – отмена вращения координат.
И сам процесс вывода УП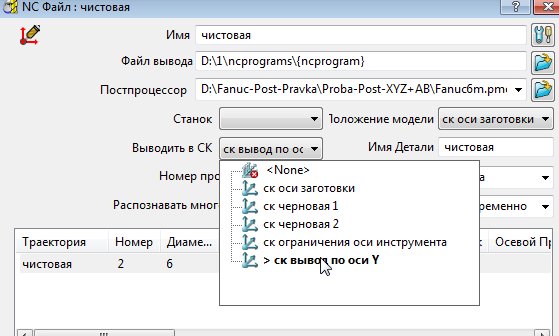
Отредактировано NikolayUa24 (15-03-2021 18:09:41)
Поделиться1715-03-2021 18:11:54
он имел ввиду на пост и инструкцию [вот в кратце], её давал когда-то NikolayUa24
снова я не нашёл еёпост выше под 2017 и выше тоже работает. пробуй
Отредактировано TATAPNH (Сегодня 16:28:09)
Спасибо большое! Сейчас затестим!
Поделиться1815-03-2021 18:13:03
Для вывода УП по оси Y создайте ск вывод по оси Y поворот на -90 градусов по Z.
[spoiler="Это равносильно"]G68 – вращение координат. Модальная команда G68 позволяет выполнить поворот координатной системы на определенный угол. Для выполнения такого поворота требуется указать плоскость вращения, центр вращения и угол поворота. Плоскость вращения устанавливается при помощи кодов G17 (плоскость XY), G18 (плоскость XZ) и G19 (плоскость YZ). Если желаемая плоскость вращения уже активирована, то программирование команд G17, G18 и G19 в кадре с G68 не требуется.
При действующей команде G90 центр вращения указывается абсолютными координатами относительно нулевой точки станка, если не выбрана одна из стандартных рабочих систем координат. Если выбрана одна из рабочих систем координат G54–G59, то центр вращения устанавливается относительно нулевой точки активной рабочей системы координат. В случае действующей команды G91 центр вращения указывается относительно текущей позиции. Если же координаты цент ра вращения не будут указаны, то в качестве центра вращения будет принята текущая позиция.
Угол вращения указывается при помощи R-слова данных. Формат для команды вращения координат обычно следующий:
G17 G68 X_Y_R_
G69 – отмена вращения координат.
И сам процесс вывода УПОтредактировано NikolayUa24 (Сегодня 18:09:41)
Ну это понятно, я так и делаю. Но без постпроцессора ничего не выйдет. Сейчас, мне скинули, посмотрю, что за он и как пойдет.
Поделиться1915-03-2021 19:29:06
а если так?
http://cncuserforum.ru/viewtopic.php?id … =9#p229254
илитак?
И без этого, с домашнего открылось
Поделиться2015-03-2021 19:58:22
он имел ввиду на пост и инструкцию [вот в кратце], её давал когда-то NikolayUa24
снова я не нашёл еёпост выше под 2017 и выше тоже работает. пробуй
Отредактировано TATAPNH (Сегодня 16:28:09)
Ваш пост выдает ошибку. Открыл в Manufacturing post proc utility, он написал, что "Скрипт-функция GetSafe Scriptlet 67 определена дважды."
Поделиться2115-03-2021 19:59:43
Я нашел тут пост один и он рабочий, правда на станке поворотная ось идет рывками и медленно. Одну балясину с шагом в 0,5 и длиной 600мм будет делать 4 часа.
Поделиться2215-03-2021 20:41:13
поворотная ось идет рывками и медленно
Настройки мач у вас какие ?

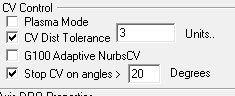
Попробуйте создать УП не по спирали или круговой а линия.
Отредактировано NikolayUa24 (15-03-2021 20:43:25)
Поделиться2315-03-2021 21:34:07
Настройки мач у вас какие ?
Попробуйте создать УП не по спирали или круговой а линия.
Отредактировано NikolayUa24 (Сегодня 20:43:25)
А с какой скоростью поворотки вы фрезеруете?
Поделиться2415-03-2021 22:13:17
А с какой скоростью поворотки вы фрезеруете?
Мачем я уже давно не пользуюсь. Пользуюсь UCCNC она не ограничивает ось А как мач. Поворотка на серве 750 ватт 3000об/мин + редуктор 1:10 3 угловые минуты люфт. Без проблем можно и до 6 метров поставить главное чтобы фрезы выдержали нагрузку.
Отредактировано NikolayUa24 (15-03-2021 22:14:26)
Поделиться2516-03-2021 00:11:19
Настройки мач у вас какие ?
Попробуйте создать УП не по спирали или круговой а линия.
Отредактировано NikolayUa24 (Вчера 20:43:25)
Спасибо! Очень помогли! Сделал пробную балясину, все прошло суперски! Правда ось троши все равно подтормаживала, я как понял, изза того, что ждала z. По траектории там скачки мелкие. А так, все точно, на этом форуме я много всего почерпнул и еще почерпну, я думаю. По крайней мере я обещал себе построить постпроцессор.
Поделиться2616-03-2021 14:50:10
По траектории там скачки мелкие.
Может у вас указана нормаль контакт. Укажите нормаль шаблона.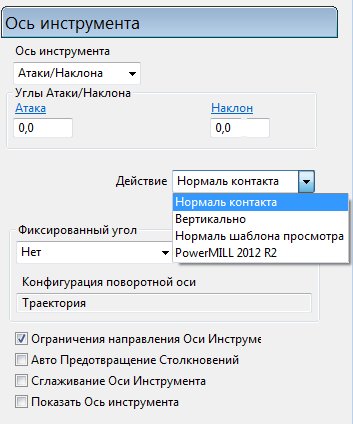
Поделиться2717-03-2021 16:42:44
Может у вас указана нормаль контакт. Укажите нормаль шаблона.
Странно, я вообще не нахожу такого пункта.
Поделиться2811-04-2021 08:08:34
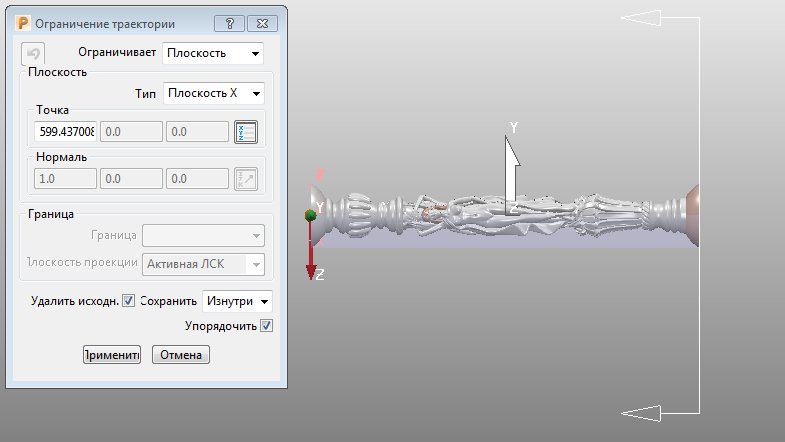
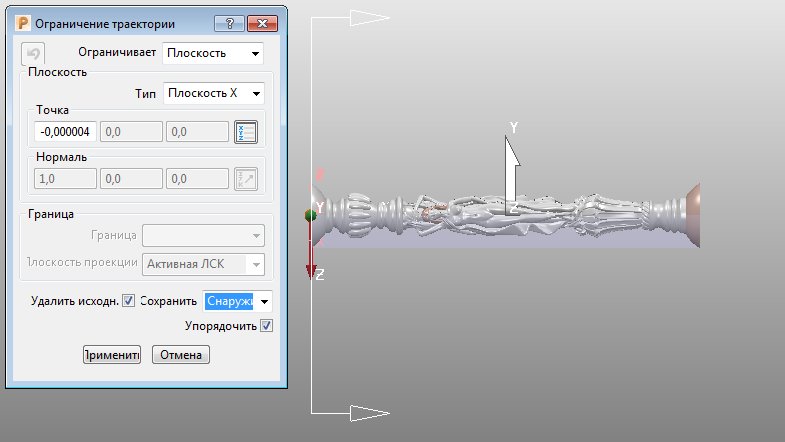
Приветствую . Извините, что не в тему ,но тема PowerMill 3 говорит мол публикация невозможна, ссылка устарела. Вопрос. При черновой обработке фреза всё время норовит залезть на пол диаметра за пределы длины модели. траекторию (теоретически) ограничивал, длину заготовки увеличивал ,Господа практики ,помогите.
Поделиться2911-04-2021 11:43:18
Сергей Викторович Рад Вас видеть в добром здравии.
Как токарный по дереву точит ?
Вижу у вас СК какое то ограничение прописано что вы там прописывали.
Все намного проще, можно указать курсором где или вписать в окне Точка
Отредактировано NikolayUa24 (11-04-2021 12:13:43)
Поделиться3011-04-2021 17:02:15
И я рад услышать вас, дай бог здоровья. С токарным пока не движется как бы хотелось (финансы поют романсы). "Ограничение" это от "Проекции кривой"-ограничение оси инструмента, к ограничению траектории черновой обработки отношения не имеет. Как вы подсказываете - делал ,будет ли толк на практике??? Пока делаю уменьшенные (масштабированные) модельки в "поворотке", терпимо а если размер ножки будет реальным - жалко фрезу.
Поделиться3111-04-2021 17:39:25

Будет ли на практике радость, сработает ли ?
Поделиться3212-04-2021 07:50:15
Господа хорошие! Купил как то у не очень честного китайца моделек штук сорок ,ножки мебельные, есть очень даже ничего ,но есть ,как впрочем и в большинстве случаев таких "оптовых "покупок ,нюансы. Большинство моделек как будто из "пластилина" ,верхний их слой не гладкий ,а именно помятый и расположены они в непонятной "позе" относительно СК. Я как то в Autodesk PowerShape Ultimate 2018 пытался сделать, хоть что то, но -увы. Кто сможет помочь исправить STL, я наверное не смогу, (поверхность и СК) ,у того будут все эти модельки (есть кстати ,очень красивые) 



Главное ,чтобы вы поняли, они как будь то отсканированные ,даже с отверстиями от гвоздей встречаются. Не посчитайте за наглость, если что.
С уважением .
Поделиться3312-04-2021 08:43:50
Покупка на Алиэкспресс не значит что покупаете у китайцев.
Запросто может барыжить какой нибудь админ, с платных сайтов моделей, или гражданин имеющий коллекцию моделей.
Поделиться3412-04-2021 16:27:55
- Местный

- Откуда: Брянск
- Зарегистрирован: 18-09-2014
- Приглашений: 0
- Сообщений: 100
- Уважение: [+3/-0]
- Позитив: [+25/-0]
- Пол: Мужской
- Провел на форуме:
4 дня 4 часа - Последний визит:
25-06-2026 07:15:12
Всем добрый день, в поисках постпроцессора для Powermill. У меня 4х осевой станок под управлением мач3, все 4 оси работают полноценно, поворотная ось расположена вдоль оси Х. Может кто нибудь помочь, подсказать, какой постпроцессор можно использовать для 4х осевой чистовой обработки? Сам изучать Powermill начал недавно, траектории составил, но в файл их сохранить без постпроцессора не удастся как я понял.
Поделиться3512-04-2021 16:39:59
какой постпроцессор можно использовать для 4х осевой чистовой обработки?
Постпроцессору без разницы что вы натворили в ПМ если там нету ошибок он это все вам выведет в УП. Ссылка