detrin написал(а):
Erdemi4 написал(а):
только врезание нужно делать наклонным.
Какой в этом смысл?
ну лично вы можете моим советом пренебречь)
Форум клана ЧПУшников |
Привет, Гость! Войдите или зарегистрируйтесь.
Вы здесь » Форум клана ЧПУшников » Инструмент » фрезы
Erdemi4 написал(а):
только врезание нужно делать наклонным.
Какой в этом смысл?
ну лично вы можете моим советом пренебречь)
Подскажите, пожалуйста.
Суть: Цанга на 3,175. Купил фрезы. Зажимаю в цангу, начинаю работу - фреза уходит (не зажимается). Может ли фреза быть меньше (теоретически, понятно, да), в том плане, что цанга не зажимает 3 мм. И что можно сделать ( не выкидывать же). В принципе, если создать слой из бумаги\скотча, можно ли будет работать. И как отличить фрезу (хвостовик) 3,175 от 3 мм, если на них ничего не написано.
Спасибо.
Подскажите, пожалуйста.
Суть: Цанга на 3,175. Купил фрезы. Зажимаю в цангу, начинаю работу - фреза уходит (не зажимается). Может ли фреза быть меньше (теоретически, понятно, да), в том плане, что цанга не зажимает 3 мм. И что можно сделать ( не выкидывать же). В принципе, если создать слой из бумаги\скотча, можно ли будет работать. И как отличить фрезу (хвостовик) 3,175 от 3 мм, если на них ничего не написано.
Спасибо.
Подкладывать что либо в цангу категорически нельзя. А измерить фрезу можно микрометром.
Спасибо, вот только с микрометром по магазинам не хожу (банально нет его). Т.е. фрезы можно смело выкидывать? Нет никаких способов их в дело пустить?
Продавцы ничего не знают при продаже, посоветовать не в состоянии. на фрезах ничего нет (самопал???).
Olsa
Ну почему же сразу выкидывать. Цанги есть и на 3,0 и на 2,5 и 3-3,5. Если нет в магазинах, то на тао покопать. Даже под заказ могут изготовить . К сожалению ссылок нет, но поисковик пока никто не отменял.
"Спасибо"- это много, ну а "+" в самый раз.
Спасибо, вот только с микрометром по магазинам не хожу (банально нет его)
А если взять просверленную на 3мм металлическую пластинку---3,175мм фреза в отверстие не войдёт.Своего рода калибр,таких калибров разного диаметра можно изготовить.
У меня Kress цанга на 3.175 работаю сов фрезами на 3 уже не первый год, просто сильнее нужно зажимать.

закажите в интернете адаптер с нужным вам диаметром
Спасибо большое всем откликнувшимся. Плюсы по мере возможности проставил.
У меня Kress цанга на 3.175 работаю сов фрезами на 3 уже не первый год, просто сильнее нужно зажимать.
У меня также Кресс. Зажимаю по максимуму, ключ не проворачивается больше, но толку нет. Едва кончик фрезы упирается в поле - фреза сразу "прячется". Ничего не могу поделать. Обидно. Переходники пока не буду искать. Заказал другие фрезы - вроде бы все хорошо.
А если взять просверленную на 3мм металлическую пластинку---3,175мм фреза в отверстие не войдёт.Своего рода калибр,таких калибров разного диаметра можно изготовить.
Вот это интересная идея. Главное, найти эталонные фрезы, чтобы не развальцовывали отверстие, а просверлили требуемый диаметр. Но можно попробовать.
Вопрос: по идее у Кресса цанга на 3.0-3.2 мм (если не ошибаюсь). Т.е. она, в зависимости от зажима, может брать и 3.0 и 3.175 мм фрезы. Получается моя фреза меньше 3.мм (скорее всего брак производства)? Или где-то мои выводы не верны?
И еще: никто 0,8 мм фрезами не работал? Какой шаг использовать, скорость? Какую толщину за раз возьмет? Жалко методом проб и ошибок фрезы ломать.
И где можно поподробнее прочитать про наклонное врезание? Посоветуйте, специалисты.
Спасибо.
Меньше 3 Kress не зажмет. Гравировал 0.1 все зависит от дерева или металла. По дереву тонкие гравера предпочитают обороты побольше (20-23000) подача 8-15 мм\сек глубину больше 3мм не пробовал
Подскажите, пожалуйста.
Суть: Цанга на 3,175. Купил фрезы. Зажимаю в цангу, начинаю работу - фреза уходит (не зажимается). Может ли фреза быть меньше (теоретически, понятно, да), в том плане, что цанга не зажимает 3 мм. И что можно сделать ( не выкидывать же). В принципе, если создать слой из бумаги\скотча, можно ли будет работать. И как отличить фрезу (хвостовик) 3,175 от 3 мм, если на них ничего не написано.
Спасибо.
Так в чём проблема если цанги всех стандартных размеров для кресс есть в продаже?
http://purelogic.ru/shop/instrument_i_o … ki_kress1/
Посмотрите сколько стоит цанга в украине. За эти деньги я купил 100 шт совдеповских фрез и второй год пользуюсь
Меньше 3 Kress не зажмет. Гравировал 0.1 все зависит от дерева или металла. По дереву тонкие гравера предпочитают обороты побольше (20-23000) подача 8-15 мм\сек глубину больше 3мм не пробовал
"Плюс" не позволяет ставить мое количество сообщений. Поэтому Спасибо. Вот только я не конкретизировал - фрезы: кукуруза 0,8 мм. Какие параметры работы?
Так в чём проблема если цанги всех стандартных размеров для кресс есть в продаже?
http://purelogic.ru/shop/instrument_i_o … ki_kress1/
Ну здесь ответ хороший:
Посмотрите сколько стоит цанга в украине. За эти деньги я купил 100 шт совдеповских фрез и второй год пользуюсь
Полностью соглашусь. На данный момент проще новые фрезы заказать, дешевле выйдет.
И чтобы не создавать новые темы, подскажите, кто знает, по поводу наклонного врезания. Где можно почитать, чтобы доступно было. И заодно, подскажите пожалуйста, где и как правильно выставлять количество проходов резки.
Отредактировано Olsa (05-01-2016 20:43:10)
Ну здесь ответ хороший:
Что бы получать нормальные советы, надо профиль менее более заполнить, я например не экстрасенс , что бы угадать откуда вы.
Зарегистрирован:
26-11-2015
Приглашений:
0
Провел на форуме:
17 часов 33 минуты
Уважение:
+4/-0
Позитив:
+7/-0
E-mail:
Послать e-mail - Отправить ЛС
Сообщений:
28 - Показать все сообщения
Последнее сообщение:
Сегодня 00:38:23
Последний визит:
Вчера 23:55:51
Отредактировано Flint2015 (05-01-2016 20:46:24)
Есть ещё один способ, это доработка гайки либо цанги, нужно посмотреть из-за чего при зажиме 3 мм фрезы не идёт дальше гайка, это либо нужно буквально на пол витка укоротить гайку либо проточить упорный буртик на цанге, тонким отрезным кругом, на последующую работу не повлияет, но 3 зажмёт вообще она и должна зажимать так как эту же сигнал, что что-то не так при разнице в 0,175 мм--------?
По поводу наклонного врезания писалось в ветке по арткам и в этой процедуре нет ничего сложного.
Вот для начало (пользуйтесь поиском на форуме)
3D обработка по спирали. Как погрузить фрезу?
Отредактировано Flint2015 (06-01-2016 10:49:31)
Подскажите пожалуйста! При 3д обработке конусной фрезой, какой шаг по Z указывать, длина рабочей части 45, если укажу 45 не сломаю фрезу?
Почти на 100%. Если сразу идет чистовая обработка обычно 0.5-1мм

Подскажите пожалуйста! При 3д обработке конусной фрезой, какой шаг по Z указывать, длина рабочей части 45, если укажу 45 не сломаю фрезу?
Обычно по Z фреза уйдет на рельеф при чистовой обработке на всю глубину. Вопрос абстрактный. Многое зависит от диаметра фрезы, типа рельефа и т.п. Киньте файл для примера, диаметр фрезы и опишите что надо сделать, попробую рассказать как я бы сделал.
Фреза диаметром 6, глубина рельефа получается 38, длина рабочей части 45, можно ли работать в один проход? или лучше несколько? Т.е. не сломаю ли фрезу
Фреза диаметром 6, глубина рельефа получается 38, длина рабочей части 45, можно ли работать в один проход? или лучше несколько?
Я работаю в АртКАМЕ. Допускаю что фреза 6 мм. радиусная. Для таких фрез обычно шаг составляет 10% или 0,6 мм. При глубине рельефа 38 мм. может получиться проблема при первом проходе. Я бы делал так: например такой рельеф:
1 шаг: обработка по контуру
2 шаг: чистовая
которая начинается как-бы в пустоте то-есть канавке сделанной по контуру и потому заходит на рельеф с шагом 0,6.
Вариант 2.
Можно утопить рельеф так:
Тогда фреза будет углубляться плавно.
Вариант 3
Выделяете вектором начало рельефа, делайте внутри его черновую обработку, потом чистовая. Опять-же чистовая фреза уйдет на минимальной глубине в заготовку.
Вообще для каждого варианта нужен индивидуальный подход. Я высказал выше свои наработки. Не гарантирую что они соответствуют классике и что они правильные. Думайте гуру пусть меня поправят.
И никто не отменял наклонное врезание.
нужен индивидуальный подход.
Тоже так поступаю:
1 шаг: обработка по контуру
только не на всю глубину,а только на глубину рельефа.Окончательная обрезка с мостиками на всю глубину заготовки идёт самой последней операцией.

Zlatan
Если работаете в Арткам.
При 3Д обработке рельефа шаг по Z инструмента не учитывается, обработка идет по рельефу. Если использовать 3Д черновую - шаг по Z работает, но инструмент нужен другой.
Если толщина заготовки не превышает длину режущей части конусной фрезы то можно обойтись без черновой по Z, это как раз ваш случай.
Но нужно понимать, что воткнув конусную фрезу (особенно с небольшим шариком) сразу на всю длину в заготовку и двинуть в сторону она почти наверняка сломается.
Что-бы этого избежать начинайте обработку так, чтобы фреза сделала несколько проходов по воздуху и плавно, сбоку вошла в заготовку.
Я обычно сначала делаю предварительную обрезку по контуру рельефа концевой фрезой 8мм не дорезая до низа около 5мм, а затем чистовую конусом.
Работа работой, но надо что-то и полезное делать
Буду пробовать, примерно понял технологию, спасибо! Спасли от очередной поломки фрезы)))
И еще вопрос, а 3д по цветным металлам так же можно конической двухзаходной фрезой?

И еще вопрос, а 3д по цветным металлам так же можно конической двухзаходной фрезой?
резал один рельефчик и плохо затянул фрезу в цанге, фрезу увело вниз примерно на 5мм. прорезало мне дюралевый стол на станке.
Так вот фреза с радиусом 1.5мм. выжила но прилично затупилась, там конечно режимы были по дереву, но факт есть - фреза уже только на черновуху.
Хотя резал такими фрезами с диаметром 0.5мм графит, ходят изумительно в отличии от граверов без покрытия.
Если деньги есть можно попробовать на 10 - 15 тыщ. оборотов и с подачкой 350 - 700мм\мин. ну и съем в глубину не более 5мм. должно нормально получиться.
Если у меня будет подобный заказ на цветмете, обязательно попробую эти фрезы.
Спасибо, попробую.
Товарищи и еще один вопрос! Есть задача сделать панно 900 на 600, при том, что рабочая зона станка 340 на 650, есть мысль делать 3 частями 300 на 600 и клеить как мебельный щит, скажите имеет право на жизнь? и как тогда разбивать модель в арткаме на 3 части для обработки, прошу прощения возможно задаю глупый вопрос, но ответа найти не смог.
Длину заготовки можно брать любую (на сколько позволяет помещение) Создается УП а потом УП разбивается на какие нужно участки по длине. Все это есть в арткаме

Добрый день форумчане, а на видео BlackOx не совсем понятно ... фреза врезается в материал под углом? или прямое врезание? Вообще видео очень впечатлило !
dima27044
К каждому станку и материалу подача подбирается индивидуально. Жёсткость станка играет огромное значение. Пример:фанера берёзовая, на моём станке фреза однопёрая спиральная выдерживает подачу 800мм/мин, а на китайце смело 1200 при одинаковом заглублении 6мм., около 20000об/мин. А у кого то и ещё больше. 18 мм фанеру резал за 1 проход при 250мм/мин. Так что всё индивидуально, методом подбора и ошибок ценой утерянных фрез.
По второму вопросу : Какую скорость задаём , такая и читается, пропорциональность и прямопропорциональность тут непричём.
А фрезы неплохие , только несколько штук таких согнул, (не сломал, именно согнул).. Результат быстрой подачи при низких оборотах.
"Спасибо"- это много, ну а "+" в самый раз.
Дмитрий, приветствую!
прочел Ваше сообщение: фрезы
Скажите, удалось ли в деле применить уже данные фрезы? Как впечатления?
С уважением, Александр.
ravanspb@gmail.com Тел/Вибер/Ватсап +79119ЗО1254
Да фрезы мне понравились, качество устраивает, на сколько их хватить сказать не могу, а так все гут.
Впечатления очень даже удовлетворительные!
После самоточек, так это просто рай!!!
Ну вот. Так и знал. Теперь тоже такие хочу!
Дмитрий, где брали? Ссылочка осталась?
Александр.
dima27044
При мощности шпинделя 2,2Kw , я бы начал с подачи 500 мм/мин, заглублении 4мм, обороты 15-18 000 /мин, для сосны,МДФ. Ну и взависимости от нагрузки на станок и шпиндель корректировать. Это, легко проделать вручную , без создания УП. Ну а потом вбить цифры в параметры инструмента.
"Спасибо"- это много, ну а "+" в самый раз.
Вот такой фрезой SHK 6 мм, 22 мм сколько обычно ставится, съём, обороты, подача? Хотя бы примерно...., я понимаю что всё зависит от жёсткости станка, отправные параметры хотелось бы узнать.
Фреза с таким же профилем, но диаметр 28мм, обороты 18000, за проход 5мм(всего нужно было снять 10мм), подача 5000мм/мин. Материал МДФ, шпиндель 4,5кВт. Делал ей выборку растром с шагом 50% от диаметра фрезы. При первой полосе, когда снималось 100% от диаметра фрезы, немного тяжеловато было станку.
Отредактировано detrin (11-02-2016 12:15:28)

У меня шпиндель 1,5kW какие параметры порекомендуете, съём, скорость, обороты?
Ещё вопрос: эти фрезы предназначены для вертикального врезания, с какой подачей?
А что делать то будете???
Вдруг чугун фрезеровать?
Где конкретика?
Нет плохой погоды - есть плохая одежда!
У меня шпиндель 1,5kW какие параметры порекомендуете, съём, скорость, обороты?
Ещё вопрос: эти фрезы предназначены для вертикального врезания, с какой подачей?
Если также МДФ, то пробуйте подачу в 3 раза меньше делать.
Дерево: сосна, береза, осина, липа, фанера
Эти фрезы предназначены для вертикального врезания, с какой подачей?
В общем то, это фрезы для выравнивания поверхности жертвенного стола. Либо просто для придания горизонтальной поверхности чему либо.
Если выводить горизонтальную поверхность у неровной доски, то можно выставить съем материала в пределах 2-3 мм., подачу около 3 метров в минуту,
и обороты около 10-12 тысяч. Всё это по дереву, естественно. И, не зная жесткости вашего станка.
Отредактировано ZANDERFISH (12-02-2016 13:38:15)
Нет плохой погоды - есть плохая одежда!
Кто может подсказать какую скорость резания выбирать при фрезеровании боком фрезы на глубину 10 мм фрезой 8 для стали 20?
Править можно и нужно только на алмазном круге или в крайнем случае алмазным надфилем
Кто может подсказать какую скорость резания выбирать при фрезеровании боком фрезы на глубину 10 мм фрезой 8 для стали 20?
10 мм это много даже для фрезы 8мм. Я фрезерую так съем по 0,5 иногда 0,3 мм, с подачей 150-200 мм\мин ну и СОЖ соотвествено. 8мм можно попробоваить и 1мм может даже больше, все зависитот жесткости станка и еще кучи параметров. Все узнаете опытным путем, и поломав энное количество фрез
dima27044
Подойдёт. Такие шлифовальные круги должны быть и в местных магазинах.
Заказал алмазный диск, с китая на 100мм, хочу использовать трехфазник на 3000об/мин, включать буду на 220в какой минимальной мощности нужен двигатель, для заточки фрез?
С уважением Дмитрий.
90 ватт с лихвой хватит на такой круг
90 ватт с лихвой хватит на такой круг
Не хватит. Я ставил подобный круг на точило 200-250 Вт, при заточке круг легко останавливался.

90 ватт с лихвой хватит на такой круг
Если трехфазник на 220в, то минимум 200 ватт нужна мощность
что не убивает - делает нас сильнее
Не хватит. Я ставил подобный круг на точило 200-250 Вт, при заточке круг легко останавливался.
Если трехфазник на 220в, то минимум 200 ватт нужна мощность
Ещё раз повторимся- 90 ватт 2850 об/мин 3 фазы, подключение с кондесатором 15 мкф, двигатель подключен треугольником, для круга диаметром 100мм более чем достаточно.
Скорее всего 200 ватт которые предлагаются это двигатель 220 вольт с пусковой обмоткой, так вот у такого двигателя крутящий момент в разы ниже двигателя 3 фазного включенного в сеть 220 вольт.
Отредактировано Flint2015 (17-03-2016 07:35:10)

Грубо говоря и фреза режет не мощностью двигателя и не оборотами, а МОМЕНТОМ на валу шпинделя. Режущая кромка захватывает материал в объеме, определяемом глубиной съёма за проход и шагом по проходу фрезы. Этот объём и может быть срезан за счёт момента на валу.
Поэтому надо рассчитывать параметры резания различными фрезами исходя из величины этого момента так, чтобы при разных радиусах фрез по режущей кромке он был постоянным (или меньше), т.е. практически постоянным должен быть объём откусываемого зубом фрезы кусочка материала. Увеличили диаметр фрезы = уменьшили глубину съёма + шаг прохода
Многозаходность фрезы и число оборотов будут, конечно, тоже немного влиять, но больше не на распределение момента в секторах захвата материала режущей кромкой (при одном и том же шаге), а на величину подачи по рабочему ходу.
Такие величины для фрез нужно на разных материалах экспериментально определить для конкретного станка, а дальше можно уже перерассчитывать по прямой пропорции, т.е. радиус режущей кромки у фрезы увеличили в два раза - в два раза уменьшаем подачу (при одном и том же шаге). И здорово сказывается необходимое уменьшение подачи на фрезах с малым диаметром (гнутся и ломаются)
Подумал! А вдумался?
Тоже интересно. А то пока пытался режим подобрать сломал почти весь запас.
Сначала был поиск:
https://yandex.ru/search/?lr=194&clid=2105575&msid=22907.28471.1458536773.6211&text=Выбор режимов резания для начинающих
Потом была картинка:
Потом должна быть (и у Вас!!!) приработка с экспериментом - чудес-то никаких!
Подумал! А вдумался?
Я думаю нужно померить высоту "кукурузин" на фрезе и взять их за основу возможное врезание по высоте зубьев фрезыс коэффициентом о,75-0,5, ну и количество заходов принять в 4-6.
На тонких диаметрах очень тяжело пыль при работе удалять из паза при глубинах больше 3-5 диаметров фрезы, накапливавющаяся пыль будет в конце концов гнуть и ломать фрезу при большой подаче.
А почему у Вас такие тонкие фрезы нужны?
Подумал! А вдумался?
Т.е. у Вас спокойно пройдут фрезы диаметром 1-1,5 мм и важно, чтобы расщеплений или сколов было поменьше. Это серьёзно больше фрез в 0,6 мм!
Замедляйте скорость подачи (больше экспериментом особенно на фанере), не делайте сразу заглубление больше диаметра фрезы. Обороты тоже можно поуменьшить.
По самой же работе Вам целесообразно посмотреть в сторону одно- двух- заходных фрез с обратной спиралью - вот там и скорость реза повыше и сколов не будет практически.
и нужен в целом очень хороший прижим на заготовках, а обратные спирали этому способствуют, держать нужно хорошо по краям.
Подумал! А вдумался?

Бальзу до 5 мм пилю 1 мм кукурузой за 1 проход. Подача 500мм/мин. Главное мостиков побольше поставьте особенно в районе хвостиков тонких нервюр.
Отредактировано Vasilij (22-03-2016 08:46:02)

Сначала был поиск:
https://yandex.ru/search/?lr=194&am … text=Выбор режимов резания для начинающих
Потом была картинка:Потом должна быть (и у Вас!!!) приработка с экспериментом - чудес-то никаких!
Познавательная таблица, жаль, что только для металла. На других материалах все равно придется учиться методом научного тыка.
Проблема - это разница между тем, что хочешь и тем, что есть.

В алюминии на ЧПУ мне надо сделать много отверстий под резьбу М6
Минимальная скорость вращения шпинделя у меня 6000 оборотов в минуту.
Знакомый использует твердосплавное сверло с полированными канавками
Но вот беда - там где он такое сверло покупал их больше не продают.
Подскажите пожалуйста где можно купить такое сверло для алюминия для ЧПУ ?
Собрал станок, а фрез для 3D обработки нет...
Что скажите про этот набор
Может что то другое посоветуете?
Отредактировано Vladimir271 (10-07-2016 12:52:15)
Конкретно этот набор Вы мало где сможете применить
Может что то другое посоветуете?
Чтобы что то советовать надо знать что Вы хотите фрезеровать
Самый простой совет -
carbidetools.ru
gravman.ru
фрезы по ссылке, хоть и дешевые, но какие-то сомнительные, т.к. режущая часть судя по фото меньше диаметра фрезы. это не есть правильно. потренироваться - лучше обычный гравер, для глубоких рельефов полноценные конусные. В личку напишите, ссылки скину чтобы было ясно.
Что скажите про этот набор http://www.ebay.com/itm/7Pcs-Tungsten-C … Sw6btXTAIW
обычные фрезы по металлу... для 3D по дереву не подойдут в силу короткой режущей части (замучаетесь черновую прогонять несколькими фрезами)

В алюминии на ЧПУ мне надо сделать много отверстий под резьбу М6
Минимальная скорость вращения шпинделя у меня 6000 оборотов в минуту.
Знакомый использует твердосплавное сверло с полированными канавкамиНо вот беда - там где он такое сверло покупал их больше не продают.
Подскажите пожалуйста где можно купить такое сверло для алюминия для ЧПУ ?
Ищите кто продает сверла для печатных плат.
Фрезы для ЧПУ www.carbidetools.ru
EvgShakhin
Подскажите тогда какие подходят? какая оптимальная длина инструмента?
Спасибо.
Ulibka
Я новичок поэтому многое пока не понятно.... Прошу помощи опытных....
А чем они отличаются от ССЫЛКА УДАЛЕНА-НАРУШЕН ПУНКТ ПРАВИЛ АВТОР В БАНЕ НА 5 дней
Длина инструмента одинаковая, радиус и диаметр одинаковые,двухзаходные....
А не вижу особой разницы возможно материал....
Отредактировано Vladimir271 (04-07-2016 17:40:31)
Спасибо.
Длина инструмента одинаковая, радиус и диаметр одинаковые,двухзаходные....
А не вижу особой разницы возможно материал....
Разница в том, что у них слишком короткая режущая часть, а у конусных фрез она значительно длинее.
Отредактировано klishe (05-07-2016 06:33:26)
Чтобы что то советовать надо знать что Вы хотите фрезеровать
Ребят подскажите, сломались две фрезы прям в цанге, отломилось буквально 4 мм, в чем может быть проблема? сильно не нагревается, работал всего пол часа, в итоге сломалась сначала одна фреза, потом другая, примерно в одном и том же месте, может быть дело в цанге? может слишком сильно зажимаю?
Ребят подскажите, сломались две фрезы прям в цанге, отломилось буквально 4 мм, в чем может быть проблема? сильно не нагревается, работал всего пол часа, в итоге сломалась сначала одна фреза, потом другая, примерно в одном и том же месте, может быть дело в цанге? может слишком сильно зажимаю?
Возможно длина зажатой части фрезы мала. Зажмите не 4 мм а побольше. И проверьте режимы резки, при избыточной нагрузке фреза деформируется и ломается у основания цанги. Возможны и другие проблемы: биение фрезы например.
Отредактировано andrey_e (13-07-2016 08:43:46)
Возможно длина зажатой части фрезы мала. Зажмите не 4 мм а побольше. И проверьте режимы резки, при избыточной нагрузке фреза деформируется и ломается у основания цанги. Возможны и другие проблемы: биение фрезы например.
Отредактировано andrey_e (Сегодня 15:43:46)
фрезу вставляем до упора в цангу, а биение фрезы это от того что не сильно зажали её, не очень понимаю? или от чего возможно это?
Ребят подскажите, сломались две фрезы прям в цанге, отломилось буквально 4 мм, в чем может быть проблема? сильно не нагревается, работал всего пол часа, в итоге сломалась сначала одна фреза, потом другая, примерно в одном и том же месте, может быть дело в цанге? может слишком сильно зажимаю?
Точечная нагрузка в цанге из-за забитых лепестков, износа цанги (образовалась ступенька), задира или наклепа.
Точечная нагрузка в цанге из-за забитых лепестков, износа цанги (образовалась ступенька), задира или наклепа.
А бы режим реза посмотрел, может ошибка УП.
А бы режим реза посмотрел, может ошибка УП.
Режим реза настроен корректно, резали пару месяцев с такими настройками, а про износ может быть так и есть, правда фрезеру всего 3 месяца, может что цанга так быстро износилась?
правда фрезеру всего 3 месяца, может что цанга так быстро износилась?
Фреза могла провернуться и разбить заход цанги. Осмотрите цангу
Спасибо всем ответившим на вопросы. У меня следующий вопросик. Скажите с какими радиусами взять фрезы конусные двухзаходные, для обучения 3D Фрезерования?
Набор с радиусами R0.25 и 0.5 и 0.75 и 1.0 мм или лучше взять побольше радиусы. Делать хотел бы пано,декор кронштейны из досок, щитов....
Прошу прощения, за глупый вопрос, как называется эта фреза?
Она алмазная.. а вот форма её? Хвостовик (внутренняя часть фрез/по центру или как по- другому называется? Фреза примерно 2 см.
Отредактировано Magnata (15-07-2016 23:27:23)
High-z s-400T (ConstruCam3D Eco/WinPC NC USB)

Прошу прощения, за глупый вопрос, как называется эта фреза?
Она алмазная.. а вот форма её? Хвостовик или как по- другому называется? Она примерно 2 см.
Шарошка это. Хвостовик интересный. А куда она ставится?
Ujin778
Шарошка, это та часть, чем гравируется поверхность?
Меня другая часть интересует.. как называется.. другой конец ))
а ставится она... вот не скажу как -по научному.. пока студент.. на мой станок в устройство Granitograv. Для гравировок по стеклу.
Ujin778
хм.. а как форма хвостовика этого называется?
я так поняла, эта форма не стандартная..
Отредактировано Magnata (16-07-2016 00:04:15)
High-z s-400T (ConstruCam3D Eco/WinPC NC USB)
Прошу прощения, за глупый вопрос, как называется эта фреза?
Ссылка совсем не реклама
боры стоматологические
vasa29
вот это дааа! 
жаль плюсануть ещё не могу!
High-z s-400T (ConstruCam3D Eco/WinPC NC USB)
Обычный стоматологический бор. хорошо подчищать мелкие детали после фрезеровки
Меня интересует у других при фрезеровки бывает свист , свист от фрезы . Дерево дуб , фреза на фото

Шпиндель Кресс , но свист не от шпинделя

Меня интересует у других при фрезеровки бывает свист , свист от фрезы . Дерево дуб , фреза на фото
Шпиндель Кресс , но свист не от шпинделя
Фреза 6мм? Тонкая, а дерево твердое, потому и свистит!
Купи 8мм, звук намного тише!
Да 6 , а как нибудь уменьшить нельзя шум не покупая другие , закупил сразу 4
Отредактировано 3dcnc (20-07-2016 21:31:50)
Да 6 , а как нибудь уменьшить нельзя шум не покупая другие , закупил сразу 4
Отредактировано 3dcnc (Сегодня 21:31:50)
Лично я уже всякие варианты с шестерками пробовал, на дубе полюбому будет визг, а на ясене еще громче!
Никак не уменьшишь!
Всем привет. Подскажите пожалуйста режимы вырезания для фрезы двухзаходной компрессионной 4mm. Режущая 22мм. Для раскроя фанеры 12-18 мм.
Мир всем.Собираюсь выровнять стол на фрезере,материал вспененный ПВХ.Подскажите какие параметры прямой фасонной фрезы задать в арткам.Сколько указать "прилежащий угол А"

Отредактировано Алексей74 (31-07-2016 05:50:40)

А чем эта не устраивает?(диаметр может быть любой)
А чем эта не устраивает?(диаметр может быть любой)
Спасибо! Так и сделаю.Думал так нельзя))
А вообще,можно как я хотел, только угол "А" указать 180° (или сколько на прямой фрезе?) ,а диаметр 22мм ?
Отредактировано Алексей74 (31-07-2016 08:51:00)
А вообще,можно как я хотел, только угол "А" указать 180° (или сколько на прямой фрезе?) ,а диаметр 22мм ?
Почему не концевая а гравер?
Почему не концевая а гравер?
Спасибо большое Роман ! Отфрезеровал стол ).
Подскажите по вот этой фрезе по камню,она шла в месте с фрезером .
Какие параметры для неё задать в арткаме?

конусный гравер с углом 45 без всяких скруглений Я такими гравирую по нержавейке
Угол А 22,5* размер пятки прочитать на коробке или померить (или забить)
Угол А 22,5* размер пятки прочитать на коробке или померить (или забить)
Спасибо добрый человек! Пятка это на фото между двух вертикальных чёрточек ? Пятка это радиус кромки(F)? А инструмент в базе я правильный выбрал?
Если есть такая тема, как определять параметры фрез,ткните меня пожалуйста носом,а то у меня много фрез и все без маркировки. Обыскал весь нэт не нашёл.Пришлось на у гад в водить.
Коробки у этих фрез не было,они были россыпью в целлофановым мешке .
Отредактировано Алексей74 (02-08-2016 17:30:33)
конусный гравер с углом 45 без всяких скруглений Я такими гравирую по нержавейке
Разве это не для камня гравер? И как он по нержавейке?
Друзья мои .Может это не гравёр? https://www.youtube.com/watch?v=HV664Yg … e=youtu.be
Снял эту фрезу на видео,что бы лучше её рассмотреть. Подскажите точнее в арткаме какой вод фрезы выбрать и какие параметры задать?
Отредактировано Алексей74 (03-08-2016 07:33:24)
Может это не гравёр?
Все таки я был прав, это гравер для камня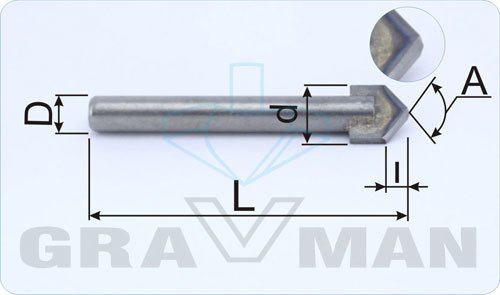
D-6мм
А-22,5 град
F-примерно 0,1мм
По режимам лучше к Вячеслав А обратиться.
Готовые работы по камню
Все таки я был прав, это гравер для камня
D-6мм
А-22,5 град
F-примерно 0,1мм
По режимам лучше к Вячеслав А обратиться.
Готовые работы по камню
Спасибо!
Значит инструмент мне выбирать вот этот ,конусная фреза? 
Или гравёр? 
Это радиус кромки F ? 
Вот нашёл у продавца это вообще концевая фреза 

Отредактировано Алексей74 (03-08-2016 08:54:58)
Зависит от задач.
Если гравировка с выборкой, то выбираем "коническая плоская", если V-гравировка по вектору или средней линии, то выбираем "V-образный".
Зависит от задач.
Если гравировка с выборкой, то выбираем "коническая плоская", если V-гравировка по вектору или средней линии, то выбираем "V-образный".
Эта коническая плоская? Единственный вопрос,как узнать "радиус кромки (F)" ?
Это вот этот 
Отредактировано Алексей74 (03-08-2016 09:19:17)
Единственный вопрос,как узнать "радиус кромки (F)" ?
Самый надежный вариант - это при включенном шпинделе коснуться поверхности материала и измерить пятно контакта. Половинка от этого кружка и будет радиус кромки.
Самый надежный вариант - это при включенном шпинделе коснуться поверхности материала и измерить пятно контакта. Половинка от этого кружка и будет радиус кромки.
Охота по науке разобраться )
Вот фреза 
На ней маркировка 8*3*20*70L 
вот такие параметры я ввёл 
Диаметр 8мм. Угол фрезы я померил транспортиром он =20°,Угол "А" это угол фрезы /2=10°
Радиус скругления (R) я подогнал по длине режущей кромки,т.е.зная угол (А) и длину режущей кромки,подбираем радиус ,чтобы длина режущей кромки стала 20мм,как указано на маркировке.
Но осталась ещё цифра "3" это диаметр кончика фрезы. Т.е. R=d/2 если 3/2=1,5-это должен быть радиус скругления.А если поставить 1,5 то длина режущей кромки будет 15,54697 

Где моя ошибка?
Отредактировано Алексей74 (03-08-2016 17:30:31)
Диаметр 8мм. Угол фрезы я померил транспортиром он =20°,Угол "А" это угол фрезы /2=10°
Улыбнуло)) Угол нужно точно рассчитывать, а не мерять транспортиром)) 
Улыбнуло)) Угол нужно точно рассчитывать, а не мерять транспортиром))
Сдаюсь...))по какой формуле вычисляется?
Если вычислять, то Вам таблица Брадиса нужна
Просто в автокаде отрисуйте и размер угловой поставьте
Вы здесь » Форум клана ЧПУшников » Инструмент » фрезы