Shatik написал(а):
может поможет
вот это то что искал спасибо
Форум клана ЧПУшников |
Привет, Гость! Войдите или зарегистрируйтесь.
Вы здесь » Форум клана ЧПУшников » Программы для ЧПУ-фрезеров. » Mach3 -2часть
может поможет
вот это то что искал спасибо
Всем привет! Столкнулся сегодня с такой проблемой!
Надо при загруженной УП переместить инструмент но так чтобы координаты не изменились. Возможно ли это сделать не отключая контроллер?
записывете на бумажку текущие координаты, перемещаете станок, после с клавиатуры вбиваете записаные координаты в окно.

Добрый день!
на маче постоянно выскакивает надпись Limit Switch Triggered. Даже когда станок просто стоит включенный без работы( шпиндель выключен). во время работы тоже выключается с этой надписью. В дом уходит нормально. движки стоят с энкодорами. на драйверах ни каких сигналов нет. и такая же надпись выскакивает во время включения шпинделя( провода на шпинделе не экранированы , остальные в экранах, все заземлено).
подскажите в каком направление надо копать?
спасибо.
"Шаг вперед, является следствием пинка в зад" (с)
подскажите в каком направление надо копать?
Сообщает что сработали концевые выключатели.Попробуйте отключить их непосредственно на контроллере.Если сообщение больше не будет появляться могут быть виноваты провода/кабели,идущие к концевикам.Кабель LPT тоже проложите подальше от других кабелей,LPT в экране?
LPT в экране?
нет, LPT не в экране, он находится достаточно далеко от других проводов
каким образом его можно за экранировать?засунуть в металлическую гофру и заземлить ?
"Шаг вперед, является следствием пинка в зад" (с)
поменял провода на датчика хоме, сейчас мач3 не видит один датчик.
к датчику подношу железку, светодиод загорается на датчике и на плате, но кнопка reset не срабатывает
залез в кладку диагностика, при срабатывании датчика там срабатывает только один сигнал ( на исправных датчиках загорается два желтых индикатора) не загорается индикатор limit.
подскажите что не так?
спасибо!
поменял местами колодки на плат , проблема перепрыгнула на другой датчик.
значит проблема не в проводах
мач не причем, буду спрашивать в другой теме ( на другом системнике тоже самое)
Отредактировано маакс (24-03-2016 16:24:44)
"Шаг вперед, является следствием пинка в зад" (с)
Господа напомните где в маче выставляется время включения шпинделя

Господа напомните где в маче выставляется время включения шпинделя


Подскажите как с клавиатуры управлять увеличением/уменьшением подачи? (поле Feed Rate) Возможно ли вообще?
Или в режиме MPG MODE в поле Slow Jog Rate.
Было бы намного комфортнее одной клавиатурой катать портал, без попадания мышкой по стрелкам увеличение/уменьшение.
Про Shift и стрелки - знаю, но так получается только две скорости, хочется более широкий диапазон регулировки.
F10, F11 умеет регулировать только рабочую подачу. А когда стрелками двигаешь в ручном режиме - то скорость подачи не меняется.
Отредактировано fleshget (25-03-2016 11:10:33)
Я - электрик!
Доброй ночи,
подключил станок через ЮСБ переходник от PL,
после установки драйверов Мач3 начал ругаться на плагин ппульта дистанционного управления и пришлось выставлять ноли с клавиатуры,
но самое интересное началось при выполнении УП,
УП исказилась и Мач3 это видел, после выполнения фреза вернулась в нулевую точку но она оказалась не на нуле и Мач3 это тоже заметил.
Может я что-то делаю не так или это распространенная реакция Мач3 на этот переходник? 

День добрый. второй день осваиваю мач после нцшки, не ругайте за глупые вопросы, их 2. расскажите можно ли задать толщину калибратора по оси z при касании инструмента датчика что бы он поднимался вверх на нужную мне безопасную высоту. То есть калибратор у меня пластина толщиной 15мм, а безопасная z нужна 20 мм. как это выставить в маче? и еще один вопрос более глупый, как вбить в окно координат осей нужную мне координату и отправить в нее портал, то есть я вбиваю в поле z +20.000 и нажимаю enter но ничего не происходит.
как вбить в окно координат осей нужную мне координату и отправить в нее портал, то есть я вбиваю в поле z +20.000 и нажимаю enter но ничего не происходит.
Откройте окно MDI,нажмите Enter ,вбивайте G0 Z 20 Enter .Если нужна меньшая скорость перемещения,то после 20 напишите F и желаемую скорость.По калибратору - сделать можно,просмотрите форум,здесь есть описание процедуры.
День добрый. второй день осваиваю мач после нцшки, не ругайте за глупые вопросы, их 2. расскажите можно ли задать толщину калибратора по оси z при касании инструмента датчика что бы он поднимался вверх на нужную мне безопасную высоту. То есть калибратор у меня пластина толщиной 15мм, а безопасная z нужна 20 мм. как это выставить в маче?
Это правится в скрипте для датчика probe.
День добрый. Уже несколько дней борюсь с такой проблемой, перепробовал разные версии матча, везде одно и то же ни как не пойму где собака порылась. Начал глючить матч переустановил. Вроде всё настроил, выставил внастройках моторов 3000мм\мин и ускорение 3000мм\сек. Запускаю тестовый файл прогона на хлостых и тут в окне скоростей матч выкидывает что он поехал на 3500, след строка 3200, потом 3000 и в нули пошёл опять на 3500. И что за беда? На слух то же слышно что на разных скоростях G00 отрабатывает. Иногда да же и до 4000мм\мин разгоняет. Может где то какую то галку лишнию скидываю? ничего не понимаю 
Вроде всё настроил, выставил внастройках моторов 3000мм\мин и ускорение 3000мм\сек. Запускаю тестовый файл прогона на хлостых и тут в окне скоростей матч выкидывает что он поехал на 3500, след строка 3200, потом 3000 и в нули пошёл опять на 3500. И что за беда? На слух то же слышно что на разных скоростях G00 отрабатывает. Иногда да же и до 4000мм\мин разгоняет. Может где то какую то галку лишнию скидываю? ничего не понимаю
А в школе вы учились? 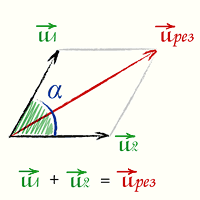
Говоря проще - в окне отображается РЕАЛЬНАЯ скорость инструмента.
И да - она может быть больше, чем максимальная скорость по осям  3000 по Х плюс 3000 по Y с углом между ними в 90 градусов дадут вам результирующую(максимальную) 4242.64мм/мин.
3000 по Х плюс 3000 по Y с углом между ними в 90 градусов дадут вам результирующую(максимальную) 4242.64мм/мин.
По Г00 станок едет с максимально возможной скоростью по осям.
Отредактировано megagad (15-04-2016 01:38:26)
А в школе вы учились?
ясный пень учился, только одно но: что то я нигде не слышал что бы матч отображал результирующую скорость  да и не было такого, всегда отображал максимально установленную скорость для осей+\- и плюс ко всему оси передвигаются с разной скоростью что бы одновременно закончить движение в нужной позиции
да и не было такого, всегда отображал максимально установленную скорость для осей+\- и плюс ко всему оси передвигаются с разной скоростью что бы одновременно закончить движение в нужной позиции
что то я нигде не слышал что бы матч отображал результирующую скорость
отображал при каких перемещениях? При G01 скорость инструмента не может превысить величину, заданную параметром F, при G00 инструмент едет с максимальной для данного станка скоростью. И да - всегда отображается именно скорость инструмента(суммарная результирующая из суммы векторов скоростей по X и Y).
суммарная результирующая из суммы векторов скоростей по X и Y
да разговор именно про g00? год пользуюсь матчем ни когда такого не было, ладно раз мнений больше нет , придётся поверить тебе на слово
хорошо а тогда в матче можно поставить чтоб при хлостых перемещениях каждая ось двигалась с максимально возможной скоростью?
Отредактировано Madrat (15-04-2016 16:44:55)

У одного парня на форуме подпись))
G01 придумали трусы. Реальные пацаны фрезеруют на G00.

У одного парня на форуме подпись))
G01 придумали трусы. Реальные пацаны фрезеруют на G00.
Cмешно конечно. по команде G01 (02 и т.п.) управление фрезой (подача, врезание, максимальная глубина) берется именно с настроек в базе данных инструмента станка.
Работаю в Solid (Works, Cam).
хорошо а тогда в матче можно поставить чтоб при хлостых перемещениях каждая ось двигалась с максимально возможной скоростью?
Можно всё. Главное понять, что вы имеете в виду под "каждая ось двигалась с максимально возможной скоростью"? По Г00 оси ВСЕГДА двигаются с максимальной скоростью(или около того. если движение не по прямой, параллельной оси). При движении оси "наискосок" скорость одной из осей будет максимальной, другой - из расчёта, куда должен приехать инструмент. В итоге скорость инструмента будет выше, нежели максимальная скорость одной оси.
При движении оси "наискосок" скорость одной из осей будет максимальной, другой - из расчёта, куда должен приехать инструмент.
вот я и имею в виду сделать так чтоб при команде g00 другая ехала не из расчёта, а то же по максимуму, то где это изменить?
а то же по максимуму, то где это изменить?
Стать богом(и переписать законы геометрии этого мира), ну или улететь в другую вселенную с совсем другой "геометрией" 
По "максимум" будут ехать две оси только при движении инструмента "под 45°" - тогда ОБЕ оси будут ехать с максимальной для них скоростью.
К слову - а вам оно зачем???
Можно всё
а говорил  в турбоцнц была такая возможность, вот выдержка из мануала турбоцнц
в турбоцнц была такая возможность, вот выдержка из мануала турбоцнц
"G00 Linear Rapids: By default this is on, and all rapids are linear motions with each axis starting and stopping in unison. When it is off, each axis finishes moving as fast as possible. Overall, it's equally fast each way. Some people use the "dog-legging" that comes with a non-linear move to get around clamps and such."
When it is off, each axis finishes moving as fast as possible
ну да - "едем окольными путями, но с максимальной скоростью на оси". К слову - можете ради интереса измерить такой вариант движения - по сути тут в начале оси едут "под 45°", когда достигают совпадающей координаты одна ось отключается(приехала в свою координату) и работает только одна(доезжает до своей точки). Вопрос только в том - быстрее-ли такой метод?
И да - тут вообще-то обсуждают МАЧ, а не турбоцнц
мач много чего не умеет  Равно как и турбоЦНЦ(функция, что вы описали придумана не от хорошей жизни ).
Равно как и турбоЦНЦ(функция, что вы описали придумана не от хорошей жизни ).
И да - тут вообще-то обсуждают МАЧ
ну да мы и обсуждаем мач, просто я спросил ест ли такая функция в маче, просто иногда получаются резонанс на очень малых скоростях когда скажем по оси х перемещается допустим на 300мм а по у на 10мм и не очень приятный звук получается на моторе у и приходится его слушать пока х двигается на своё место 
просто иногда получаются резонанс на очень малых скоростях
дык - это не к мачу вопросы Меняйте драйвера. нагружайте ось "демпферами", устраняйте люфты(чтоб не дребезжало).
И да - у МАЧа такой функции нету.
Здраствуйте! Скажите пожалуста в маче есть команда, который один УП повторят несколько раз?
В ДСП пулте есть команда задаёш сколько колон, и сколько рядов, и размеры между ними всё он режет один уп по несколько раз.
А в маче есть такое?
есть команда задаёш сколько колон, и сколько рядов, и размеры между ними всё он режет один уп по несколько раз.
А в маче есть такое?
Зайдите Wizards и выберите Nesting 
Может поможет.
Зайдите Wizardsи выберите Nesting
Может поможет.
когда нажимаю Wizards появляеться только эта Pick Wizard... нажимаю на него выходит это 
вкладышы Nesting чёт нету у меня или я не то нажымаю?
"Вкладыщи" нестин находится НИЖЕ(слева полоса прокрутки - опуститесь на 3-4 линии ниже) - там он и будет. Автор - Оливье Адлер.
Отредактировано megagad (17-04-2016 10:20:55)
"Вкладыщи" нестин находится НИЖЕ(слева полоса прокрутки - опуститесь на 3-4 линии ниже) - там он и будет. Автор - Оливье Адлер.
Отредактировано megagad (Сегодня 10:20:55)
Спасибо! нашол, пожалуста если можно объясните как этим пользоваться
Спасибо! нашол, пожалуста если можно объясните как этим пользоваться
Честно - безпонятия.
Я сразу в КАМе "клонирую", если нужно сделать кучку чего-то - так надёжней. Плюс можно управлять очерёдностью вырезания деталей.
Спасибо! нашол, пожалуста если можно объясните как этим пользоваться
Там все не сложно , только конец УП нужно менять в редакторе(М30) на (М99) и задавать по какой оси клонировать и сколько. Попробуйте.
Здравствуйте, помогите пожалуста, заглючил у меня наверное мач. Раньше фрезеровал такие вот накладки(на фото с боку)
не с того не с сего перестал мач нормально тягать станину по оси Х. Переставил программу, почистил виндовс после удаления старой, все как положено и ничего не поменялось( Стоит чистый видовс на нем раньше резал те же накладки идеально. Кроме мача ничего не встановлено и никогда не было. На станку все едет как положено, никаких люфтов нет. Использую плату такую вот как на фото, есть подозрение еще и на нее(как ее протестировать хоть?) Включал драйвер тест мача, все хорошо, все работает. Оси А и Х у меня синхронизированые. Было подозрение что проезджает не по размеру сначала, даже рулетку кинул и по тягал по оси Х, все совпадает, но вот когда запускаю ту же УП то почему то от Х+ в сторону Х- едет криво, назад от Х- до Х+ едет нормально(намалевал синей и красной линией) И еще была такая проблема - какие только не ставил степы по оси Y не хотела ось ехать по размеру( Потом само собой начала ездить как положено. Наверное потому подозреваю плату. Куда смотреть уже не знаю(


Отредактировано layer9 (18-04-2016 12:42:43)
Здравствуйте, помогите пожалуста, заглючил у меня наверное мач. Раньше фрезеровал такие вот накладки(на фото с боку)
не с того не с сего перестал мач нормально тягать станину по оси Х. Переставил программу, почистил виндовс после удаления старой, все как положено и ничего не поменялось
(Сегодня 12:42:43)
дык, может и не в маче дело совсем? Вы станок как часто чистите/смазываете?? Судя по фото/картинке - станок ловит клина при обратном ходе(от минуса к плюсу).
И еще была такая проблема - какие только не ставил степы по оси Y не хотела ось ехать по размеру( Потом само собой начала ездить как положено. Наверное потому подозреваю плату. Куда смотреть уже не знаю
Собственно так-же причина - ось ловит клина и едет с пропусками. Со временем гайки/рейки/подшипники "притёрлись" и начало ходить без заеданий. Ковыряйте станок!
Собственно так-же причина - ось ловит клина и едет с пропусками. Со временем гайки/рейки/подшипники "притёрлись" и начало ходить без заеданий. Ковыряйте станок!
ето исключено мне кажется, перед каждой фрезеровкой компрессором сдуваю пыль, мажу направляющие маслом, двигатели по Х в совокупности 220 kg.cm, как бы потянут и етот клин. В ручном режиме все ездит четко

Не могу победить Mach3, устанавливал на два системных блока, пентиум-3 под Винд. ХР раньше работал с фрезером под мачем , но была переустановка винды, (лицензия). Второй стоял в закромах,  пробовал после неудач с первым. Для проверки мач с оф. сайта. Все устанавливается, после настроек в ручном режиме работает, но когда загружаешь УП, на экране эмитаци отображается не все поле обработки и мач естественно останавливается на пройденном.
пробовал после неудач с первым. Для проверки мач с оф. сайта. Все устанавливается, после настроек в ручном режиме работает, но когда загружаешь УП, на экране эмитаци отображается не все поле обработки и мач естественно останавливается на пройденном.
 Хотя эти же УП на домашнем компе и двух ноутах, без ЛТП портов загружаются и при старте выполняют обработку.
Хотя эти же УП на домашнем компе и двух ноутах, без ЛТП портов загружаются и при старте выполняют обработку.

 Что только не делал, одно и тоже...
Что только не делал, одно и тоже...

500 кадров ограничение, демо-версия. Купите лицензию либо используйте лекарство (если так можно высказываться на этом форуме)
[Любое решение порождает новые проблемы]
Имею два рабочих матча разных версий, после неудач с ними использовал демо версию. К тому же, как писал выше, на домашних все становится, на станочных нет.

Добрый день! Включил сегодня станок, а координата Х едет при управлении стрелками влево-вправо только влево. Хотя на табло координат показывает что влево минус в право плюс. Что может быть? Простите если обсуждалось, но искать нет времени. Заказ горит!!! SOS!!!
Здравствуйте, помогите пожалуста, заглючил у меня наверное мач. Раньше фрезеровал такие вот накладки(на фото с боку)
не с того не с сего перестал мач нормально тягать станину по оси Х. Переставил программу, почистил виндовс после удаления старой, все как положено и ничего не поменялось( Стоит чистый видовс на нем раньше резал те же накладки идеально. Кроме мача ничего не встановлено и никогда не было. На станку все едет как положено, никаких люфтов нет. Использую плату такую вот как на фото, есть подозрение еще и на нее(как ее протестировать хоть?) Включал драйвер тест мача, все хорошо, все работает. Оси А и Х у меня синхронизированые. Было подозрение что проезджает не по размеру сначала, даже рулетку кинул и по тягал по оси Х, все совпадает, но вот когда запускаю ту же УП то почему то от Х+ в сторону Х- едет криво, назад от Х- до Х+ едет нормально(намалевал синей и красной линией) И еще была такая проблема - какие только не ставил степы по оси Y не хотела ось ехать по размеру( Потом само собой начала ездить как положено. Наверное потому подозреваю плату. Куда смотреть уже не знаю(
Отредактировано layer9 (18-04-2016 12:42:43)
Проверьте муфты на двигателях. У меня тоже такое было. Двигатель мощный, был маленький клин из за подшипников на швп, вот муфта и проскакивала и теряла координаты на больших нагрузках, а при прогоне вручную всё показывало нормально. Затянул муфту на валу, устранил перекос всё стало гуд.
Добрый день! Включил сегодня станок, а координата Х едет при управлении стрелками влево-вправо только влево. Хотя на табло координат показывает что влево минус в право плюс. Что может быть? Простите если обсуждалось, но искать нет времени. Заказ горит!!! SOS!!!
Обрыв линии сигнала Dir X
[Любое решение порождает новые проблемы]
Привет всем! Собрал станок, подключил ПК с LTP но старенький только нашел Пентиум 2! Электроника вот какая http://www.ebay.com/itm/3axis-Nema23-st … wQJ5URep-.
Когда я управляю станком вот этим
Все нормально. Но когда в MIDIAlt2 пишу код g0 x1000 y1000, он начинает движение но рывками останавливаясь на 1 сек примерно через 20 и так до конца и при нажатии to go всё тоже самое.
Что я не настроил или это вина ПК?
Не скажете почему, в маче один и тотже УП обрабатывае в разное время?
Разница бывает 5минут

Не скажете почему, в маче один и тотже УП обрабатывае в разное время?
Разница бывает 5минут
На разных станках или на одном?
На разных станках или на одном?
на одном и томже станке
на одном и томже станке
Возможно у вас слетели значения ускорения ядра (Kernel speed), если у вас стояла частота 35000 Гц, то при некорректном отключении компа значения сбрасываются на 25000 Гц, при этом увеличивается скорость обработки по одной и той же УП
если у вас стояла частота 35000 Гц, то при некорректном отключении компа значения сбрасываются на 25000 Гц, при этом увеличивается скорость обработки по одной и той же УП
если уменьшить скорость ядра, всего-навсего ограничится максимальная частота выходных сигналов
[Любое решение порождает новые проблемы]
если уменьшить скорость ядра, всего-навсего ограничится максимальная частота выходных сигналов
Это да , но практика показала, что скорость обработки увеличивается. Рекомендую проверить. Попереключайте на одной УП с 25 на 35 и обратно.

Подскажите пожалуйста ! Сегодня перенес станок из дома в гараж , дома всё работало как надо . но при включении в гараже появились глюки ! Вообщем включаю станок запускаю программу мач3 на клавиатуре стрелками управления осями при нажатии по оси х станок ползет как надо но при повторном нажатии на эту же кнопку он двигается в обратном направлении или просто стоит и гудит ! В чем может быть причина ? Настройки мач 3 не менял !
Подскажите пожалуйста ! Сегодня перенес станок из дома в гараж , дома всё работало как надо . но при включении в гараже появились глюки ! Вообщем включаю станок запускаю программу мач3 на клавиатуре стрелками управления осями при нажатии по оси х станок ползет как надо но при повторном нажатии на эту же кнопку он двигается в обратном направлении или просто стоит и гудит ! В чем может быть причина ? Настройки мач 3 не менял !
Посмотрите целостность питающего кабеля от драйвера до шаговика.
У меня на плате plc4x-g2 есть поддержка работы с сигналом charge pump. В настройках mach необходимо указать пин номер. Подскажите какой пин необходимо указать для сигнала charge pump?
Подскажите какой пин необходимо указать для сигнала charge pump?
попробуйте задать номер пина,который включает шпиндель(фрез.мотор)
У меня на плате plc4x-g2 есть поддержка работы с сигналом charge pump. В настройках mach необходимо указать пин номер. Подскажите какой пин необходимо указать для сигнала charge pump?
Указал в настройках пин 1, вроде работает.

Всем привет.
Пытаюсь работать лазером, на не совсем приспособленном для этого контроллере (проблему можно почитать здесь http://cnc.userforum.ru/viewtopic.php?i … =3#p187578) Решил попробовать управлять лучом через команды M3 M5. Но мач при выполнении этих команд делает не большую паузу, т.е. останавливает каретку на доли секунды, потом снова начинает движение. Для выжигания это не приемлемо.
Как в Mach3 отключить паузу при выполнении команд M3 и М5?
Спасибо.
Отредактировано micB (26-05-2016 09:53:43)
Рожденный ползать везде пролезет.
micB
я не уверен, но может быть эта настройка в закладке ports pins/Spindle setup/general parametrs - вместо одной секунды поставить ноль.
И у меня вопрос: как заставить Мач показывать цифры (XYZA) раз в пять больше (ну как бы на весь , или на пол экрана?) мне так было бы удобней, до монитора от станка метра три и я плохо вижу текущие координаты.
Я - электрик!
micB
я не уверен, но может быть эта настройка в закладке ports pins/Spindle setup/general parametrs - вместо одной секунды поставить ноль
Первым делом пробовал, не помогло.
Рожденный ползать везде пролезет.
господа, добрый день.Подскажите в чем дело новичку, может это фича мача, а я по неопытности думаю, что это баг .Суть в том что если в маче открываю программу обработки сохраненную на диск D компа- открывается последняя программа загруженая при прошлом сеансе с флешки.
Если открывать G-cod с флешки- все ок, загружается та что и нужна. Мач лицензия если что.
Вопрос есть ли разница если матч 3 будет стоят на винде XP или Win7?
Вопрос есть ли разница если матч 3 будет стоят на винде XP или Win7?
Матч 3, создан для ХР. Но Китайцы раздают МАТЧ 3 под 7-ку.
Доброго времени суток господа форумчане. Прошу помощи.
Переустановил мач, скопировал файл профиля. Выполнение УП, движение, ориентировка по датчикам хоум работают нормально.
Проблема в том, что когда нажимаю кнопку СТОП в программе, ось Z ползет вверх пока не упрется в датчик лимита.
Причем не важно хоть во время выполнения УП нажми, хоть когда УП вообще не загружена.
Это какая то настройка в Маче? или где искать? раньше такого не было.
Подскажите пожалуйста, кто знает
Это окно не проверял?
[Любое решение порождает новые проблемы]
Плотник Вася
Да смотрел, лишних галок небыло.
Склоняюсь к тому что какой то глюк при копировании профиля.
Создал новый профиль, переписал настройки под себя, все работает корректно.
Подскажите по поводу low/hi active. В каких случаях нужно ставить галочку для dir & step low active, а когда нет? И почему при выборе галки инвертируется движение по осям?
Я так понимаю низкий сигнал, это выдача что-то типа 0.5В или до 1 в, высокий это 5В??? Или в чем суть этой опции вообще?
Стоят контроллеры М542 - в принципе, работает что так, что эдак (правда моторы переподключать надо), но как правильно, лучше и с меньшими пропусками -вот в чем вопрос...
Вопрос есть ли разница если матч 3 будет стоят на винде XP или Win7?
ставил китайский мач на win7-глючило периодически. от проблемы избавился установкой матча на XP на отдельный физический диск.
Помогите разобраться со странной (для меня) ситуацией. Недавно подключил 4-ю ось. В профиле для Mach3, который шёл со станком, 4-й координаты не было, поэтому пришлось настроить отдельный профиль. При указании координат перемещения вручную (G-код) шпиндель перемещается верно.
Создал УП в RhinoCAM. Запускаю ее на станке обработка идёт так словно оси У и А поменялись местами. Хотя симуляция в RhinoCAM идёт правильно.

Попытался разобраться со сгенерированной в RhinoCAM УП.
После начальной установки параметров, координаты описаны, как мне кажется, верно.
Вращение А нет, но фреза движется по У.
Z37.6000 A0.000
Y24.1562 A0.000
Y24.5781 A0.000
Y25.1875 A0.000
.............................
Y110.0000 A0.000
Пройдя нужное расстояние, происходит поворот оси А.
X1.5044 Z37.5699 A2.293
Может с настройкой Mach3 что не так? Хотя вручную всё работает нормально.
Может в начальных кодах загвоздка.
G00 G49 G40.1 G17 G80 G50 G90
G21
(4th Axis Parallel Finishing)
M6 T1
M03 S20000
G01 X0.0000 Y10.0000 Z62.5685 A0.000 F1000.
G00 - перемещение хх;
G49 - Отмена компенсации длины инструмента;
G40.1 - Отмена компенсации размера инструмента - Не понятно, что за 1 после точки?
G17 - Выбор рабочей плоскости X-Y - Может это причина?
G80 - Отмена циклов сверления
G50 - выключение режима масштабирования;
G90 - Абсолютная система координат - Может это причина?
G21 - Режим работы в метрической системе;
M6 T1 - это что то не понятно!
M03 S20000 - включаем шпиндели и указывем скорость подачи.
G01 X0.0000 Y10.0000 Z62.5685 A0.000 F1000 - пошла фреза по У.
Файл программы: https://yadi.sk/i/TICytGUGsxdB9
Создал УП в RhinoCAM
ринокам некорректно создает УП.
Y110.0000 A0.000
Пройдя нужное расстояние, происходит поворот оси А.
X1.5044 Z37.5699 A2.293
для того, чтобы станок работал так, как на вашей симуляции, строки должны выглядеть так
Y110.0000
A0.000
Вместо прямоугольной траектории фреза идет "елочкой", и этот глюк ринокама пока еще не исправлен
[Любое решение порождает новые проблемы]
Avero написал(а):
Создал УП в RhinoCAM
ринокам некорректно создает УП.
Avero написал(а):Y110.0000 A0.000
Пройдя нужное расстояние, происходит поворот оси А.
X1.5044 Z37.5699 A2.293для того, чтобы станок работал так, как на вашей симуляции, строки должны выглядеть так
Y110.0000
A0.000
Вместо прямоугольной траектории фреза идет "елочкой", и этот глюк ринокама пока еще не исправлен
Спасибо, Плотник Вася. Да. Неожиданный поворот! А так удобно было бы. Моделить и тут же УП создавать.
А какой САМ порекомендуете для удобной работы с 4-мя осями?
Что бы работать не только с телами вращения, но и с гравировкой по ним.
А какой САМ порекомендуете для удобной работы с 4-мя осями?
Немотря на его глюки, чаще всего в ринокаме я и работаю. Как говорилось в соседней теме, если привыкнуть, где он глючит, то можно работать.
Например, 4-осевая чистовая генерируется без ошибок. а черновую я делаю не по кругу, а разбиваю на 4 участка с переворотом на 90 градусов, каждый участок выполняется обычной 3Д фрезеровкой.
еще можно посоветовать Powermill. Но ринокаму нет равных по визуализации процесса
Отредактировано Плотник Вася (03-07-2016 21:59:56)
[Любое решение порождает новые проблемы]
Avero написал(а):
А какой САМ порекомендуете для удобной работы с 4-мя осями?
Немотря на его глюки, чаще всего в ринокаме я и работаю. Как говорилось в соседней теме, если привыкнуть, где он глючит, то можно работать.
Например, 4-осевая чистовая генерируется без ошибок. а черновую я делаю не по кругу, а разбиваю на 4 участка с переворотом на 90 градусов, каждый участок выполняется обычной 3Д фрезеровкой.
еще можно посоветовать Powermill. Но ринокаму нет равных по визуализации процесса
]
Я составил, как раз чистовую УП в RhinoCAM. На другом форуме нашел, что при настройке RhinoCAM в configuration необходимо установить не Head, а Table.

Переделал наново УП. Но проблема осталась. Проблема, думаю, в Маче. При каждом изменении значения оси А, ось делает полный оборот в обратную сторону. То есть, к примеру, с 2град. не переходит на 3град., а крутится через 1-0-360-359-... -5-4-3. И так при каждом изменении А.
Может я в Маче галку какую забыл поставить?
Вот УП: https://yadi.sk/i/NoitzTHqsxoAn
А вот видео: https://yadi.sk/i/8CBe8m7vsxrpn
Спасибо всем неравнодушным к моей проблеме. Вопрос решился. Проблема была не только в RhinoCAM, но и в Mach.
В RhinoCAM необходимо было сменить Configuration на Table.
А в Mach, во вкладке General config, в блоке Rotational необходимо было убрать галку Rot 360 Rollover.

Ребята помогите понять в чём причина? Взялся наладить полноценную поворотку (4 А ось) ,но натолкнулся на проблему не нормальной работы. Каждый раз когда в УП проскакивает код с осью А поворотка так дёргает. УП пишу в ДПрото . На видео выполняет УП черновой и код G1 A..... в УП не очень часто встроен. А на чистовой очень часто и чистовая вообще не идёт одно дребизжание. На что грешить подскажите, в маче все настройки перепробывал реакции ноль!
вот часть УПэшки
Пробовал эти промежуточные строки кодов G1 A... убирать , тогда дёрганий нет
G17 G21 G40 G49 G64 G90 G94
S24000 M03
G0 X0.000 Z37.882 A0.000
G1 Z19.892 F5000
G1 A360.000
G1 X1.400
G1 A0.000
G1 X4.200
G1 A360.000
G1 X7.000
G1 A0.000
G1 X9.800
G1 A360.000
G1 X12.600
G1 A0.000
G1 X15.400
G1 A360.000
G1 X18.200
G1 A342.295
G1 Z20.758 A336.393
G1 Z22.011 A330.492
G1 Z23.662 A324.590
G1 Z25.837 A318.689
G1 Z26.635 A312.787
G1 Z25.014 A306.885
G1 Z23.188 A300.984
G1 Z21.801 A295.082
G1 Z20.759 A289.180
G1 Z19.999 A283.279
G1 Z19.892 A277.377
G1 A259.672
G1 Z20.346 A253.770
G1 Z21.242 A247.869
G1 Z22.447 A241.967
G1 Z24.039 A236.066
G1 Z26.135 A230.164
G1 Z26.734 A224.262
G1 Z24.863 A218.361
G1 Z22.956 A212.459
G1 Z21.506 A206.557
G1 Z20.411 A200.656
G1 Z19.892 A194.754
G1 A165.246
G1 Z20.411 A159.344
G1 Z21.506 A153.443
G1 Z22.956 A147.541
G1 Z24.863 A141.639
G1 Z26.741 A135.738
G1 Z26.148 A129.836
G1 Z24.051 A123.934
G1 Z22.459 A118.033
G1 Z21.253 A112.131
G1 Z20.358 A106.230
G1 Z19.892 A100.328
G1 A82.623
G1 Z20.010 A76.721
G1 Z20.770 A70.820
G1 Z21.813 A64.918
G1 Z23.201 A59.016
G1 Z25.027 A53.115
G1 Z26.643 A47.213
G1 Z25.837 A41.311
G1 Z23.662 A35.410
G1 Z22.011 A29.508
G1 Z20.758 A23.607
G1 Z19.892 A17.705
G1 A0.000
G1 X21.000
G1 A5.902
G1 Z20.283 A11.803
G1 Z20.960 A17.705
G1 Z21.981 A23.607
G1 Z23.596 A29.508
G1 Z25.653 A35.410
G1 Z26.978 A41.311
G1 Z27.783 A47.213
G1 Z26.445 A53.115
G1 Z24.882 A59.016
G1 Z23.124 A64.918
G1 Z21.911 A70.820
G1 Z21.150 A76.721
G1 Z20.632 A82.623
G1 Z20.332 A88.525
G1 Z20.456 A94.426
G1 Z20.863 A100.328
G1 Z21.498 A106.230
G1 Z22.393 A112.131
G1 Z23.950 A118.033
G1 Z25.935 A123.934
G1 Z27.289 A129.836
G1 Z27.882 A135.738
G1 Z26.523 A141.639
G1 Z24.737 A147.541
G1 Z22.906 A153.443
G1 Z21.552 A159.344
G1 Z20.744 A165.246
G1 Z20.181 A171.148
G1 Z19.892 A177.049
G1 A182.951
G1 Z20.181 A188.852
G1 Z20.744 A194.754
G1 Z21.552 A200.656
G1 Z22.906 A206.557
G1 Z24.737 A212.459
Отредактировано Игорь старк (12-07-2016 13:47:55)
Режим Constant velocity включен?
Можете ли на камеру захватить окно mach3 ?
Отредактировано Плотник Вася (13-07-2016 18:53:38)
[Любое решение порождает новые проблемы]
Режим Constant velocity включен?
Можете ли на камеру захватить окно mach3 ?Отредактировано Плотник Вася (Вчера 18:53:38)
Да включон . Вот ещё видео
Вот настройки общие
Может быть для чистоты эксперимента составить УП в чем то другом?
добрый день. нужен скрипт для нахождения центра в окружности или по заготовке. зарание благодарю.
Отредактировано MantukasNK (14-07-2016 15:46:37)
Всем здравствуйте.
Помогите, пожалуйста, разобраться с проблемой: купили полусамодельный 3-осевой станок под управлением Mach3, программы для него писались в Alphacam. Разобраться с наскоку с Альфакамом не получилось, поэтому решил УП делать в PowerMill.
Я нашёл и подредактировал постпроцессор (убрал G28, G49, G54, M3, M6), сделал программу, по которой была несколькими фрезами корректно отфрезерована заготовка, но на последнем этапе начались глюки - станок начинал обработку, а затем правильная ячеистая структура "разъезжалась" (на первом и втором фото загадочный первый запуск программы и его результаты, на третьем и четвёртом показан более продолжительный второй запуск, разъехавшийся примерно на 15-м шестиугольнике).
В настройках Mach3 стоит Distance Mode - Absolute, IJ Mode - Inc.
Альфакамовский файл (делал не я) при этом обрабатывается нормально, а Павермилловский почему-то нет. Прилагаю их оба к сообщению.
Где искать причину глюков?




O0001 (ALPHACAM)
G21 G40 G80 G17
N2 (FLAT 1.9MM 2F EC SCB)
G54 G00 G90 G43 X63.823 Y27.525Z5.
G00 Z0.5
G01 Z-0.6 F30.
X60.936 Y32.525 F50.
G03 X60.027 Y33.05 R1.05
G01 X54.256
G02 X53.433 Y33.525 R0.95
G01 X50.546 Y38.525
G03 X49.637 Y39.05 R1.05
G01 X43.863
G03 X42.954 Y38.525 R1.05
G01 X40.067 Y33.525
G02 X39.244 Y33.05 R0.95
G01 X33.476
G02 X32.653 Y33.525 R0.95
G01 X29.766 Y38.525
G03 X28.857 Y39.05 R1.05
G01 X23.083
G03 X22.174 Y38.525 R1.05
G01 X19.287 Y33.525
G02 X18.464 Y33.05 R0.95
G01 X12.696
G02 X11.873 Y33.525 R0.95
G01 X8.986 Y38.525
G03 X8.077 Y39.05 R1.05
G01 X2.303
G03 X1.394 Y38.525 R1.05
G01 X-1.493 Y33.525
G02 X-2.316 Y33.05 R0.95
G01 X-8.084
G02 X-8.907 Y33.525 R0.95
G01 X-11.794 Y38.525
G03 X-12.703 Y39.05 R1.05
G01 X-18.477
G03 X-19.386 Y38.525 R1.05
G01 X-22.273 Y33.525
G02 X-23.096 Y33.05 R0.95
G01 X-28.864
G02 X-29.687 Y33.525 R0.95
G01 X-32.574 Y38.525
G03 X-33.483 Y39.05 R1.05
G01 X-39.257
G03 X-40.166 Y38.525 R1.05
G01 X-43.053 Y33.525
G02 X-43.876 Y33.05 R0.95
G01 X-49.644
G02 X-50.467 Y33.525 R0.95
G01 X-53.354 Y38.525
G03 X-54.263 Y39.05 R1.05
G01 X-60.037
G03 X-60.946 Y38.525 R1.05
G01 X-63.833 Y33.525
G03 Y32.475 R1.05
G01 X-60.946 Y27.475
G02 Y26.525 R0.95
G01 X-63.833 Y21.525
G03 Y20.475 R1.05
G01 X-60.946 Y15.475
G02 Y14.525 R0.95
G01 X-63.833 Y9.525
G03 Y8.475 R1.05
G01 X-60.946 Y3.475
G02 Y2.525 R0.95
G01 X-63.833 Y-2.475
G03 Y-3.525 R1.05
G01 X-60.946 Y-8.525
G02 Y-9.475 R0.95
G01 X-63.833 Y-14.475
G03 Y-15.525 R1.05
G01 X-60.946 Y-20.525
G02 Y-21.475 R0.95
G01 X-63.833 Y-26.475
G03 Y-27.525 R1.05
G01 X-60.946 Y-32.525
G03 X-60.037 Y-33.05 R1.05
G01 X-54.266
G02 X-53.443 Y-33.525 R0.95
G01 X-50.556 Y-38.525
G03 X-49.647 Y-39.05 R1.05
G01 X-43.873
G03 X-42.964 Y-38.525 R1.05
G01 X-40.077 Y-33.525
G02 X-39.254 Y-33.05 R0.95
G01 X-33.486
G02 X-32.663 Y-33.525 R0.95
G01 X-29.776 Y-38.525
G03 X-28.867 Y-39.05 R1.05
G01 X-23.093
G03 X-22.184 Y-38.525 R1.05
G01 X-19.297 Y-33.525
G02 X-18.474 Y-33.05 R0.95
G01 X-12.706
G02 X-11.883 Y-33.525 R0.95
G01 X-8.996 Y-38.525
G03 X-8.087 Y-39.05 R1.05
G01 X-2.313
G03 X-1.404 Y-38.525 R1.05
G01 X1.483 Y-33.525
G02 X2.306 Y-33.05 R0.95
G01 X8.074
G02 X8.897 Y-33.525 R0.95
G01 X11.784 Y-38.525
G03 X12.693 Y-39.05 R1.05
G01 X18.467
G03 X19.376 Y-38.525 R1.05
G01 X22.263 Y-33.525
G02 X23.086 Y-33.05 R0.95
G01 X28.854
G02 X29.677 Y-33.525 R0.95
G01 X32.564 Y-38.525
G03 X33.473 Y-39.05 R1.05
G01 X39.247
G03 X40.156 Y-38.525 R1.05
G01 X43.043 Y-33.525
G02 X43.866 Y-33.05 R0.95
G01 X49.634
G02 X50.457 Y-33.525 R0.95
G01 X53.344 Y-38.525
G03 X54.253 Y-39.05 R1.05
G01 X60.027
G03 X60.936 Y-38.525 R1.05
G01 X63.823 Y-33.525
G03 Y-32.475 R1.05
G01 X60.936 Y-27.475
G02 Y-26.525 R0.95
G01 X63.823 Y-21.525
G03 Y-20.475 R1.05
G01 X60.936 Y-15.475
G02 Y-14.525 R0.95
G01 X63.823 Y-9.525
G03 Y-8.475 R1.05
G01 X60.936 Y-3.475
G02 Y-2.525 R0.95
G01 X63.823 Y2.475
G03 Y3.525 R1.05
G01 X60.936 Y8.525
G02 Y9.475 R0.95
G01 X63.823 Y14.475
G03 Y15.525 R1.05
G01 X60.936 Y20.525
G02 Y21.475 R0.95
G01 X63.823 Y26.475
G03 Y27.525 R1.05
G00 Z5.
X-11.303 Y-22.525
Z0.5
G01 Z-0.6 F30.
X-9.571 Y-25.525 F50.
G02 Y-28.475 R2.95
G01 X-11.303 Y-31.475
G02 X-13.858 Y-32.95 R2.95
G01 X-17.322
G02 X-19.877 Y-31.475 R2.95
G01 X-21.609 Y-28.475
G02 Y-25.525 R2.95
G01 X-19.877 Y-22.525
G02 X-17.322 Y-21.05 R2.95
G01 X-13.858
G02 X-11.303 Y-22.525 R2.95
G00 Z5.
X-32.083 Y37.475
Z0.5
G01 Z-0.6 F30.
X-30.351 Y34.475 F50.
G02 Y31.525 R2.95
G01 X-32.083 Y28.525
G02 X-34.638 Y27.05 R2.95
G01 X-38.102
G02 X-40.657 Y28.525 R2.95
G01 X-42.389 Y31.525
G02 Y34.475 R2.95
G01 X-40.657 Y37.475
G02 X-38.102 Y38.95 R2.95
G01 X-34.638
G02 X-32.083 Y37.475 R2.95
G00 Z5.
X-32.083 Y25.475
Z0.5
G01 Z-0.6 F30.
X-30.351 Y22.475 F50.
G02 Y19.525 R2.95
G01 X-32.083 Y16.525
G02 X-34.638 Y15.05 R2.95
G01 X-38.102
G02 X-40.657 Y16.525 R2.95
G01 X-42.389 Y19.525
G02 Y22.475 R2.95
G01 X-40.657 Y25.475
G02 X-38.102 Y26.95 R2.95
G01 X-34.638
G02 X-32.083 Y25.475 R2.95
G00 Z5.
X-32.083 Y13.475
Z0.5
G01 Z-0.6 F30.
X-30.351 Y10.475 F50.
G02 Y7.525 R2.95
G01 X-32.083 Y4.525
G02 X-34.638 Y3.05 R2.95
G01 X-38.102
G02 X-40.657 Y4.525 R2.95
G01 X-42.389 Y7.525
G02 Y10.475 R2.95
G01 X-40.657 Y13.475
G02 X-38.102 Y14.95 R2.95
G01 X-34.638
G02 X-32.083 Y13.475 R2.95
G00 Z5.
X-11.303 Y-10.525
Z0.5
G01 Z-0.6 F30.
X-9.571 Y-13.525 F50.
G02 Y-16.475 R2.95
G01 X-11.303 Y-19.475
G02 X-13.858 Y-20.95 R2.95
G01 X-17.322
G02 X-19.877 Y-19.475 R2.95
G01 X-21.609 Y-16.475
G02 Y-13.525 R2.95
G01 X-19.877 Y-10.525
G02 X-17.322 Y-9.05 R2.95
G01 X-13.858
G02 X-11.303 Y-10.525 R2.95
G00 Z5.
X-11.303 Y1.475
Z0.5
G01 Z-0.6 F30.
X-9.571 Y-1.525 F50.
G02 Y-4.475 R2.95
G01 X-11.303 Y-7.475
G02 X-13.858 Y-8.95 R2.95
G01 X-17.322
G02 X-19.877 Y-7.475 R2.95
G01 X-21.609 Y-4.475
G02 Y-1.525 R2.95
G01 X-19.877 Y1.475
G02 X-17.322 Y2.95 R2.95
G01 X-13.858
G02 X-11.303 Y1.475 R2.95
G00 Z5.
X-11.303 Y13.475
Z0.5
G01 Z-0.6 F30.
X-9.571 Y10.475 F50.
G02 Y7.525 R2.95
G01 X-11.303 Y4.525
G02 X-13.858 Y3.05 R2.95
G01 X-17.322
G02 X-19.877 Y4.525 R2.95
G01 X-21.609 Y7.525
G02 Y10.475 R2.95
G01 X-19.877 Y13.475
G02 X-17.322 Y14.95 R2.95
G01 X-13.858
G02 X-11.303 Y13.475 R2.95
G00 Z5.
X-11.303 Y25.475
Z0.5
G01 Z-0.6 F30.
X-9.571 Y22.475 F50.
G02 Y19.525 R2.95
G01 X-11.303 Y16.525
G02 X-13.858 Y15.05 R2.95
G01 X-17.322
G02 X-19.877 Y16.525 R2.95
G01 X-21.609 Y19.525
G02 Y22.475 R2.95
G01 X-19.877 Y25.475
G02 X-17.322 Y26.95 R2.95
G01 X-13.858
G02 X-11.303 Y25.475 R2.95
G00 Z5.
X-11.303 Y37.475
Z0.5
G01 Z-0.6 F30.
X-9.571 Y34.475 F50.
G02 Y31.525 R2.95
G01 X-11.303 Y28.525
G02 X-13.858 Y27.05 R2.95
G01 X-17.322
G02 X-19.877 Y28.525 R2.95
G01 X-21.609 Y31.525
G02 Y34.475 R2.95
G01 X-19.877 Y37.475
G02 X-17.322 Y38.95 R2.95
G01 X-13.858
G02 X-11.303 Y37.475 R2.95
G00 Z5.
X-52.863 Y-10.525
Z0.5
G01 Z-0.6 F30.
X-51.131 Y-13.525 F50.
G02 Y-16.475 R2.95
G01 X-52.863 Y-19.475
G02 X-55.418 Y-20.95 R2.95
G01 X-58.882
G02 X-61.437 Y-19.475 R2.95
G01 X-63.169 Y-16.475
G02 Y-13.525 R2.95
G01 X-61.437 Y-10.525
G02 X-58.882 Y-9.05 R2.95
G01 X-55.418
G02 X-52.863 Y-10.525 R2.95
G00 Z5.
X-52.863 Y1.475
Z0.5
G01 Z-0.6 F30.
X-51.131 Y-1.525 F50.
G02 Y-4.475 R2.95
G01 X-52.863 Y-7.475
G02 X-55.418 Y-8.95 R2.95
G01 X-58.882
G02 X-61.437 Y-7.475 R2.95
G01 X-63.169 Y-4.475
G02 Y-1.525 R2.95
G01 X-61.437 Y1.475
G02 X-58.882 Y2.95 R2.95
G01 X-55.418
G02 X-52.863 Y1.475 R2.95
G00 Z5.
X-52.863 Y13.475
Z0.5
G01 Z-0.6 F30.
X-51.131 Y10.475 F50.
G02 Y7.525 R2.95
G01 X-52.863 Y4.525
G02 X-55.418 Y3.05 R2.95
G01 X-58.882
G02 X-61.437 Y4.525 R2.95
G01 X-63.169 Y7.525
G02 Y10.475 R2.95
G01 X-61.437 Y13.475
G02 X-58.882 Y14.95 R2.95
G01 X-55.418
G02 X-52.863 Y13.475 R2.95
G00 Z5.
X-52.863 Y25.475
Z0.5
G01 Z-0.6 F30.
X-51.131 Y22.475 F50.
G02 Y19.525 R2.95
G01 X-52.863 Y16.525
G02 X-55.418 Y15.05 R2.95
G01 X-58.882
G02 X-61.437 Y16.525 R2.95
G01 X-63.169 Y19.525
G02 Y22.475 R2.95
G01 X-61.437 Y25.475
G02 X-58.882 Y26.95 R2.95
G01 X-55.418
G02 X-52.863 Y25.475 R2.95
G00 Z5.
X-32.083 Y1.475
Z0.5
G01 Z-0.6 F30.
X-30.351 Y-1.525 F50.
G02 Y-4.475 R2.95
G01 X-32.083 Y-7.475
G02 X-34.638 Y-8.95 R2.95
G01 X-38.102
G02 X-40.657 Y-7.475 R2.95
G01 X-42.389 Y-4.475
G02 Y-1.525 R2.95
G01 X-40.657 Y1.475
G02 X-38.102 Y2.95 R2.95
G01 X-34.638
G02 X-32.083 Y1.475 R2.95
G00 Z5.
X-32.083 Y-10.525
Z0.5
G01 Z-0.6 F30.
X-30.351 Y-13.525 F50.
G02 Y-16.475 R2.95
G01 X-32.083 Y-19.475
G02 X-34.638 Y-20.95 R2.95
G01 X-38.102
G02 X-40.657 Y-19.475 R2.95
G01 X-42.389 Y-16.475
G02 Y-13.525 R2.95
G01 X-40.657 Y-10.525
G02 X-38.102 Y-9.05 R2.95
G01 X-34.638
G02 X-32.083 Y-10.525 R2.95
G00 Z5.
X-32.083 Y-22.525
Z0.5
G01 Z-0.6 F30.
X-30.351 Y-25.525 F50.
G02 Y-28.475 R2.95
G01 X-32.083 Y-31.475
G02 X-34.638 Y-32.95 R2.95
G01 X-38.102
G02 X-40.657 Y-31.475 R2.95
G01 X-42.389 Y-28.475
G02 Y-25.525 R2.95
G01 X-40.657 Y-22.525
G02 X-38.102 Y-21.05 R2.95
G01 X-34.638
G02 X-32.083 Y-22.525 R2.95
G00 Z5.
X-52.863 Y37.475
Z0.5
G01 Z-0.6 F30.
X-51.131 Y34.475 F50.
G02 Y31.525 R2.95
G01 X-52.863 Y28.525
G02 X-55.418 Y27.05 R2.95
G01 X-58.882
G02 X-61.437 Y28.525 R2.95
G01 X-63.169 Y31.525
G02 Y34.475 R2.95
G01 X-61.437 Y37.475
G02 X-58.882 Y38.95 R2.95
G01 X-55.418
G02 X-52.863 Y37.475 R2.95
G00 Z5.
X51.037 Y-22.525
Z0.5
G01 Z-0.6 F30.
X52.769 Y-25.525 F50.
G02 Y-28.475 R2.95
G01 X51.037 Y-31.475
G02 X48.482 Y-32.95 R2.95
G01 X45.018
G02 X42.463 Y-31.475 R2.95
G01 X40.731 Y-28.475
G02 Y-25.525 R2.95
G01 X42.463 Y-22.525
G02 X45.018 Y-21.05 R2.95
G01 X48.482
G02 X51.037 Y-22.525 R2.95
G00 Z5.
X30.257 Y37.475
Z0.5
G01 Z-0.6 F30.
X31.989 Y34.475 F50.
G02 Y31.525 R2.95
G01 X30.257 Y28.525
G02 X27.702 Y27.05 R2.95
G01 X24.238
G02 X21.683 Y28.525 R2.95
G01 X19.951 Y31.525
G02 Y34.475 R2.95
G01 X21.683 Y37.475
G02 X24.238 Y38.95 R2.95
G01 X27.702
G02 X30.257 Y37.475 R2.95
G00 Z5.
X30.257 Y25.475
Z0.5
G01 Z-0.6 F30.
X31.989 Y22.475 F50.
G02 Y19.525 R2.95
G01 X30.257 Y16.525
G02 X27.702 Y15.05 R2.95
G01 X24.238
G02 X21.683 Y16.525 R2.95
G01 X19.951 Y19.525
G02 Y22.475 R2.95
G01 X21.683 Y25.475
G02 X24.238 Y26.95 R2.95
G01 X27.702
G02 X30.257 Y25.475 R2.95
G00 Z5.
X30.257 Y13.475
Z0.5
G01 Z-0.6 F30.
X31.989 Y10.475 F50.
G02 Y7.525 R2.95
G01 X30.257 Y4.525
G02 X27.702 Y3.05 R2.95
G01 X24.238
G02 X21.683 Y4.525 R2.95
G01 X19.951 Y7.525
G02 Y10.475 R2.95
G01 X21.683 Y13.475
G02 X24.238 Y14.95 R2.95
G01 X27.702
G02 X30.257 Y13.475 R2.95
G00 Z5.
X51.037 Y-10.525
Z0.5
G01 Z-0.6 F30.
X52.769 Y-13.525 F50.
G02 Y-16.475 R2.95
G01 X51.037 Y-19.475
G02 X48.482 Y-20.95 R2.95
G01 X45.018
G02 X42.463 Y-19.475 R2.95
G01 X40.731 Y-16.475
G02 Y-13.525 R2.95
G01 X42.463 Y-10.525
G02 X45.018 Y-9.05 R2.95
G01 X48.482
G02 X51.037 Y-10.525 R2.95
G00 Z5.
X51.037 Y1.475
Z0.5
G01 Z-0.6 F30.
X52.769 Y-1.525 F50.
G02 Y-4.475 R2.95
G01 X51.037 Y-7.475
G02 X48.482 Y-8.95 R2.95
G01 X45.018
G02 X42.463 Y-7.475 R2.95
G01 X40.731 Y-4.475
G02 Y-1.525 R2.95
G01 X42.463 Y1.475
G02 X45.018 Y2.95 R2.95
G01 X48.482
G02 X51.037 Y1.475 R2.95
G00 Z5.
X51.037 Y13.475
Z0.5
G01 Z-0.6 F30.
X52.769 Y10.475 F50.
G02 Y7.525 R2.95
G01 X51.037 Y4.525
G02 X48.482 Y3.05 R2.95
G01 X45.018
G02 X42.463 Y4.525 R2.95
G01 X40.731 Y7.525
G02 Y10.475 R2.95
G01 X42.463 Y13.475
G02 X45.018 Y14.95 R2.95
G01 X48.482
G02 X51.037 Y13.475 R2.95
G00 Z5.
X51.037 Y25.475
Z0.5
G01 Z-0.6 F30.
X52.769 Y22.475 F50.
G02 Y19.525 R2.95
G01 X51.037 Y16.525
G02 X48.482 Y15.05 R2.95
G01 X45.018
G02 X42.463 Y16.525 R2.95
G01 X40.731 Y19.525
G02 Y22.475 R2.95
G01 X42.463 Y25.475
G02 X45.018 Y26.95 R2.95
G01 X48.482
G02 X51.037 Y25.475 R2.95
G00 Z5.
X51.037 Y37.475
Z0.5
G01 Z-0.6 F30.
X52.769 Y34.475 F50.
G02 Y31.525 R2.95
G01 X51.037 Y28.525
G02 X48.482 Y27.05 R2.95
G01 X45.018
G02 X42.463 Y28.525 R2.95
G01 X40.731 Y31.525
G02 Y34.475 R2.95
G01 X42.463 Y37.475
G02 X45.018 Y38.95 R2.95
G01 X48.482
G02 X51.037 Y37.475 R2.95
G00 Z5.
X9.477 Y-22.525
Z0.5
G01 Z-0.6 F30.
X11.209 Y-25.525 F50.
G02 Y-28.475 R2.95
G01 X9.477 Y-31.475
G02 X6.922 Y-32.95 R2.95
G01 X3.458
G02 X0.903 Y-31.475 R2.95
G01 X-0.829 Y-28.475
G02 Y-25.525 R2.95
G01 X0.903 Y-22.525
G02 X3.458 Y-21.05 R2.95
G01 X6.922
G02 X9.477 Y-22.525 R2.95
G00 Z5.
X9.477 Y-10.525
Z0.5
G01 Z-0.6 F30.
X11.209 Y-13.525 F50.
G02 Y-16.475 R2.95
G01 X9.477 Y-19.475
G02 X6.922 Y-20.95 R2.95
G01 X3.458
G02 X0.903 Y-19.475 R2.95
G01 X-0.829 Y-16.475
G02 Y-13.525 R2.95
G01 X0.903 Y-10.525
G02 X3.458 Y-9.05 R2.95
G01 X6.922
G02 X9.477 Y-10.525 R2.95
G00 Z5.
X9.477 Y1.475
Z0.5
G01 Z-0.6 F30.
X11.209 Y-1.525 F50.
G02 Y-4.475 R2.95
G01 X9.477 Y-7.475
G02 X6.922 Y-8.95 R2.95
G01 X3.458
G02 X0.903 Y-7.475 R2.95
G01 X-0.829 Y-4.475
G02 Y-1.525 R2.95
G01 X0.903 Y1.475
G02 X3.458 Y2.95 R2.95
G01 X6.922
G02 X9.477 Y1.475 R2.95
G00 Z5.
X9.477 Y13.475
Z0.5
G01 Z-0.6 F30.
X11.209 Y10.475 F50.
G02 Y7.525 R2.95
G01 X9.477 Y4.525
G02 X6.922 Y3.05 R2.95
G01 X3.458
G02 X0.903 Y4.525 R2.95
G01 X-0.829 Y7.525
G02 Y10.475 R2.95
G01 X0.903 Y13.475
G02 X3.458 Y14.95 R2.95
G01 X6.922
G02 X9.477 Y13.475 R2.95
G00 Z5.
X9.477 Y25.475
Z0.5
G01 Z-0.6 F30.
X11.209 Y22.475 F50.
G02 Y19.525 R2.95
G01 X9.477 Y16.525
G02 X6.922 Y15.05 R2.95
G01 X3.458
G02 X0.903 Y16.525 R2.95
G01 X-0.829 Y19.525
G02 Y22.475 R2.95
G01 X0.903 Y25.475
G02 X3.458 Y26.95 R2.95
G01 X6.922
G02 X9.477 Y25.475 R2.95
G00 Z5.
X9.477 Y37.475
Z0.5
G01 Z-0.6 F30.
X11.209 Y34.475 F50.
G02 Y31.525 R2.95
G01 X9.477 Y28.525
G02 X6.922 Y27.05 R2.95
G01 X3.458
G02 X0.903 Y28.525 R2.95
G01 X-0.829 Y31.525
G02 Y34.475 R2.95
G01 X0.903 Y37.475
G02 X3.458 Y38.95 R2.95
G01 X6.922
G02 X9.477 Y37.475 R2.95
G00 Z5.
X30.257 Y-22.525
Z0.5
G01 Z-0.6 F30.
X31.989 Y-25.525 F50.
G02 Y-28.475 R2.95
G01 X30.257 Y-31.475
G02 X27.702 Y-32.95 R2.95
G01 X24.238
G02 X21.683 Y-31.475 R2.95
G01 X19.951 Y-28.475
G02 Y-25.525 R2.95
G01 X21.683 Y-22.525
G02 X24.238 Y-21.05 R2.95
G01 X27.702
G02 X30.257 Y-22.525 R2.95
G00 Z5.
X30.257 Y-10.525
Z0.5
G01 Z-0.6 F30.
X31.989 Y-13.525 F50.
G02 Y-16.475 R2.95
G01 X30.257 Y-19.475
G02 X27.702 Y-20.95 R2.95
G01 X24.238
G02 X21.683 Y-19.475 R2.95
G01 X19.951 Y-16.475
G02 Y-13.525 R2.95
G01 X21.683 Y-10.525
G02 X24.238 Y-9.05 R2.95
G01 X27.702
G02 X30.257 Y-10.525 R2.95
G00 Z5.
X30.257 Y1.475
Z0.5
G01 Z-0.6 F30.
X31.989 Y-1.525 F50.
G02 Y-4.475 R2.95
G01 X30.257 Y-7.475
G02 X27.702 Y-8.95 R2.95
G01 X24.238
G02 X21.683 Y-7.475 R2.95
G01 X19.951 Y-4.475
G02 Y-1.525 R2.95
G01 X21.683 Y1.475
G02 X24.238 Y2.95 R2.95
G01 X27.702
G02 X30.257 Y1.475 R2.95
G00 Z5.
X-52.863 Y-22.525
Z0.5
G01 Z-0.6 F30.
X-51.131 Y-25.525 F50.
G02 Y-28.475 R2.95
G01 X-52.863 Y-31.475
G02 X-55.418 Y-32.95 R2.95
G01 X-58.882
G02 X-61.437 Y-31.475 R2.95
G01 X-63.169 Y-28.475
G02 Y-25.525 R2.95
G01 X-61.437 Y-22.525
G02 X-58.882 Y-21.05 R2.95
G01 X-55.418
G02 X-52.863 Y-22.525 R2.95
G00 Z5.
X-0.913 Y-28.525
Z0.5
G01 Z-0.6 F30.
X0.819 Y-31.525 F50.
G02 Y-34.475 R2.95
G01 X-0.913 Y-37.475
G02 X-3.468 Y-38.95 R2.95
G01 X-6.932
G02 X-9.487 Y-37.475 R2.95
G01 X-11.219 Y-34.475
G02 Y-31.525 R2.95
G01 X-9.487 Y-28.525
G02 X-6.932 Y-27.05 R2.95
G01 X-3.468
G02 X-0.913 Y-28.525 R2.95
G00 Z5.
X-21.693 Y31.475
Z0.5
G01 Z-0.6 F30.
X-19.961 Y28.475 F50.
G02 Y25.525 R2.95
G01 X-21.693 Y22.525
G02 X-24.248 Y21.05 R2.95
G01 X-27.712
G02 X-30.267 Y22.525 R2.95
G01 X-31.999 Y25.525
G02 Y28.475 R2.95
G01 X-30.267 Y31.475
G02 X-27.712 Y32.95 R2.95
G01 X-24.248
G02 X-21.693 Y31.475 R2.95
G00 Z5.
X-21.693 Y19.475
Z0.5
G01 Z-0.6 F30.
X-19.961 Y16.475 F50.
G02 Y13.525 R2.95
G01 X-21.693 Y10.525
G02 X-24.248 Y9.05 R2.95
G01 X-27.712
G02 X-30.267 Y10.525 R2.95
G01 X-31.999 Y13.525
G02 Y16.475 R2.95
G01 X-30.267 Y19.475
G02 X-27.712 Y20.95 R2.95
G01 X-24.248
G02 X-21.693 Y19.475 R2.95
G00 Z5.
X-21.693 Y7.475
Z0.5
G01 Z-0.6 F30.
X-19.961 Y4.475 F50.
G02 Y1.525 R2.95
G01 X-21.693 Y-1.475
G02 X-24.248 Y-2.95 R2.95
G01 X-27.712
G02 X-30.267 Y-1.475 R2.95
G01 X-31.999 Y1.525
G02 Y4.475 R2.95
G01 X-30.267 Y7.475
G02 X-27.712 Y8.95 R2.95
G01 X-24.248
G02 X-21.693 Y7.475 R2.95
G00 Z5.
X-0.913 Y-16.525
Z0.5
G01 Z-0.6 F30.
X0.819 Y-19.525 F50.
G02 Y-22.475 R2.95
G01 X-0.913 Y-25.475
G02 X-3.468 Y-26.95 R2.95
G01 X-6.932
G02 X-9.487 Y-25.475 R2.95
G01 X-11.219 Y-22.475
G02 Y-19.525 R2.95
G01 X-9.487 Y-16.525
G02 X-6.932 Y-15.05 R2.95
G01 X-3.468
G02 X-0.913 Y-16.525 R2.95
G00 Z5.
X-0.913 Y-4.525
Z0.5
G01 Z-0.6 F30.
X0.819 Y-7.525 F50.
G02 Y-10.475 R2.95
G01 X-0.913 Y-13.475
G02 X-3.468 Y-14.95 R2.95
G01 X-6.932
G02 X-9.487 Y-13.475 R2.95
G01 X-11.219 Y-10.475
G02 Y-7.525 R2.95
G01 X-9.487 Y-4.525
G02 X-6.932 Y-3.05 R2.95
G01 X-3.468
G02 X-0.913 Y-4.525 R2.95
G00 Z5.
X-0.913 Y7.475
Z0.5
G01 Z-0.6 F30.
X0.819 Y4.475 F50.
G02 Y1.525 R2.95
G01 X-0.913 Y-1.475
G02 X-3.468 Y-2.95 R2.95
G01 X-6.932
G02 X-9.487 Y-1.475 R2.95
G01 X-11.219 Y1.525
G02 Y4.475 R2.95
G01 X-9.487 Y7.475
G02 X-6.932 Y8.95 R2.95
G01 X-3.468
G02 X-0.913 Y7.475 R2.95
G00 Z5.
X-0.913 Y19.475
Z0.5
G01 Z-0.6 F30.
X0.819 Y16.475 F50.
G02 Y13.525 R2.95
G01 X-0.913 Y10.525
G02 X-3.468 Y9.05 R2.95
G01 X-6.932
G02 X-9.487 Y10.525 R2.95
G01 X-11.219 Y13.525
G02 Y16.475 R2.95
G01 X-9.487 Y19.475
G02 X-6.932 Y20.95 R2.95
G01 X-3.468
G02 X-0.913 Y19.475 R2.95
G00 Z5.
X-0.913 Y31.475
Z0.5
G01 Z-0.6 F30.
X0.819 Y28.475 F50.
G02 Y25.525 R2.95
G01 X-0.913 Y22.525
G02 X-3.468 Y21.05 R2.95
G01 X-6.932
G02 X-9.487 Y22.525 R2.95
G01 X-11.219 Y25.525
G02 Y28.475 R2.95
G01 X-9.487 Y31.475
G02 X-6.932 Y32.95 R2.95
G01 X-3.468
G02 X-0.913 Y31.475 R2.95
G00 Z5.
X-21.693 Y-28.525
Z0.5
G01 Z-0.6 F30.
X-19.961 Y-31.525 F50.
G02 Y-34.475 R2.95
G01 X-21.693 Y-37.475
G02 X-24.248 Y-38.95 R2.95
G01 X-27.712
G02 X-30.267 Y-37.475 R2.95
G01 X-31.999 Y-34.475
G02 Y-31.525 R2.95
G01 X-30.267 Y-28.525
G02 X-27.712 Y-27.05 R2.95
G01 X-24.248
G02 X-21.693 Y-28.525 R2.95
G00 Z5.
X-42.473 Y-16.525
Z0.5
G01 Z-0.6 F30.
X-40.741 Y-19.525 F50.
G02 Y-22.475 R2.95
G01 X-42.473 Y-25.475
G02 X-45.028 Y-26.95 R2.95
G01 X-48.492
G02 X-51.047 Y-25.475 R2.95
G01 X-52.779 Y-22.475
G02 Y-19.525 R2.95
G01 X-51.047 Y-16.525
G02 X-48.492 Y-15.05 R2.95
G01 X-45.028
G02 X-42.473 Y-16.525 R2.95
G00 Z5.
X-42.473 Y-4.525
Z0.5
G01 Z-0.6 F30.
X-40.741 Y-7.525 F50.
G02 Y-10.475 R2.95
G01 X-42.473 Y-13.475
G02 X-45.028 Y-14.95 R2.95
G01 X-48.492
G02 X-51.047 Y-13.475 R2.95
G01 X-52.779 Y-10.475
G02 Y-7.525 R2.95
G01 X-51.047 Y-4.525
G02 X-48.492 Y-3.05 R2.95
G01 X-45.028
G02 X-42.473 Y-4.525 R2.95
G00 Z5.
X-42.473 Y7.475
Z0.5
G01 Z-0.6 F30.
X-40.741 Y4.475 F50.
G02 Y1.525 R2.95
G01 X-42.473 Y-1.475
G02 X-45.028 Y-2.95 R2.95
G01 X-48.492
G02 X-51.047 Y-1.475 R2.95
G01 X-52.779 Y1.525
G02 Y4.475 R2.95
G01 X-51.047 Y7.475
G02 X-48.492 Y8.95 R2.95
G01 X-45.028
G02 X-42.473 Y7.475 R2.95
G00 Z5.
X-42.473 Y19.475
Z0.5
G01 Z-0.6 F30.
X-40.741 Y16.475 F50.
G02 Y13.525 R2.95
G01 X-42.473 Y10.525
G02 X-45.028 Y9.05 R2.95
G01 X-48.492
G02 X-51.047 Y10.525 R2.95
G01 X-52.779 Y13.525
G02 Y16.475 R2.95
G01 X-51.047 Y19.475
G02 X-48.492 Y20.95 R2.95
G01 X-45.028
G02 X-42.473 Y19.475 R2.95
G00 Z5.
X-42.473 Y31.475
Z0.5
G01 Z-0.6 F30.
X-40.741 Y28.475 F50.
G02 Y25.525 R2.95
G01 X-42.473 Y22.525
G02 X-45.028 Y21.05 R2.95
G01 X-48.492
G02 X-51.047 Y22.525 R2.95
G01 X-52.779 Y25.525
G02 Y28.475 R2.95
G01 X-51.047 Y31.475
G02 X-48.492 Y32.95 R2.95
G01 X-45.028
G02 X-42.473 Y31.475 R2.95
G00 Z5.
X-21.693 Y-16.525
Z0.5
G01 Z-0.6 F30.
X-19.961 Y-19.525 F50.
G02 Y-22.475 R2.95
G01 X-21.693 Y-25.475
G02 X-24.248 Y-26.95 R2.95
G01 X-27.712
G02 X-30.267 Y-25.475 R2.95
G01 X-31.999 Y-22.475
G02 Y-19.525 R2.95
G01 X-30.267 Y-16.525
G02 X-27.712 Y-15.05 R2.95
G01 X-24.248
G02 X-21.693 Y-16.525 R2.95
G00 Z5.
X-21.693 Y-4.525
Z0.5
G01 Z-0.6 F30.
X-19.961 Y-7.525 F50.
G02 Y-10.475 R2.95
G01 X-21.693 Y-13.475
G02 X-24.248 Y-14.95 R2.95
G01 X-27.712
G02 X-30.267 Y-13.475 R2.95
G01 X-31.999 Y-10.475
G02 Y-7.525 R2.95
G01 X-30.267 Y-4.525
G02 X-27.712 Y-3.05 R2.95
G01 X-24.248
G02 X-21.693 Y-4.525 R2.95
G00 Z5.
X61.427 Y-28.525
Z0.5
G01 Z-0.6 F30.
X63.159 Y-31.525 F50.
G02 Y-34.475 R2.95
G01 X61.427 Y-37.475
G02 X58.872 Y-38.95 R2.95
G01 X55.408
G02 X52.853 Y-37.475 R2.95
G01 X51.121 Y-34.475
G02 Y-31.525 R2.95
G01 X52.853 Y-28.525
G02 X55.408 Y-27.05 R2.95
G01 X58.872
G02 X61.427 Y-28.525 R2.95
G00 Z5.
X40.647 Y31.475
Z0.5
G01 Z-0.6 F30.
X42.379 Y28.475 F50.
G02 Y25.525 R2.95
G01 X40.647 Y22.525
G02 X38.092 Y21.05 R2.95
G01 X34.628
G02 X32.073 Y22.525 R2.95
G01 X30.341 Y25.525
G02 Y28.475 R2.95
G01 X32.073 Y31.475
G02 X34.628 Y32.95 R2.95
G01 X38.092
G02 X40.647 Y31.475 R2.95
G00 Z5.
X40.647 Y19.475
Z0.5
G01 Z-0.6 F30.
X42.379 Y16.475 F50.
G02 Y13.525 R2.95
G01 X40.647 Y10.525
G02 X38.092 Y9.05 R2.95
G01 X34.628
G02 X32.073 Y10.525 R2.95
G01 X30.341 Y13.525
G02 Y16.475 R2.95
G01 X32.073 Y19.475
G02 X34.628 Y20.95 R2.95
G01 X38.092
G02 X40.647 Y19.475 R2.95
G00 Z5.
X40.647 Y7.475
Z0.5
G01 Z-0.6 F30.
X42.379 Y4.475 F50.
G02 Y1.525 R2.95
G01 X40.647 Y-1.475
G02 X38.092 Y-2.95 R2.95
G01 X34.628
G02 X32.073 Y-1.475 R2.95
G01 X30.341 Y1.525
G02 Y4.475 R2.95
G01 X32.073 Y7.475
G02 X34.628 Y8.95 R2.95
G01 X38.092
G02 X40.647 Y7.475 R2.95
G00 Z5.
X61.427 Y-16.525
Z0.5
G01 Z-0.6 F30.
X63.159 Y-19.525 F50.
G02 Y-22.475 R2.95
G01 X61.427 Y-25.475
G02 X58.872 Y-26.95 R2.95
G01 X55.408
G02 X52.853 Y-25.475 R2.95
G01 X51.121 Y-22.475
G02 Y-19.525 R2.95
G01 X52.853 Y-16.525
G02 X55.408 Y-15.05 R2.95
G01 X58.872
G02 X61.427 Y-16.525 R2.95
G00 Z5.
X61.427 Y-4.525
Z0.5
G01 Z-0.6 F30.
X63.159 Y-7.525 F50.
G02 Y-10.475 R2.95
G01 X61.427 Y-13.475
G02 X58.872 Y-14.95 R2.95
G01 X55.408
G02 X52.853 Y-13.475 R2.95
G01 X51.121 Y-10.475
G02 Y-7.525 R2.95
G01 X52.853 Y-4.525
G02 X55.408 Y-3.05 R2.95
G01 X58.872
G02 X61.427 Y-4.525 R2.95
G00 Z5.
X61.427 Y7.475
Z0.5
G01 Z-0.6 F30.
X63.159 Y4.475 F50.
G02 Y1.525 R2.95
G01 X61.427 Y-1.475
G02 X58.872 Y-2.95 R2.95
G01 X55.408
G02 X52.853 Y-1.475 R2.95
G01 X51.121 Y1.525
G02 Y4.475 R2.95
G01 X52.853 Y7.475
G02 X55.408 Y8.95 R2.95
G01 X58.872
G02 X61.427 Y7.475 R2.95
G00 Z5.
X61.427 Y19.475
Z0.5
G01 Z-0.6 F30.
X63.159 Y16.475 F50.
G02 Y13.525 R2.95
G01 X61.427 Y10.525
G02 X58.872 Y9.05 R2.95
G01 X55.408
G02 X52.853 Y10.525 R2.95
G01 X51.121 Y13.525
G02 Y16.475 R2.95
G01 X52.853 Y19.475
G02 X55.408 Y20.95 R2.95
G01 X58.872
G02 X61.427 Y19.475 R2.95
G00 Z5.
X61.427 Y31.475
Z0.5
G01 Z-0.6 F30.
X63.159 Y28.475 F50.
G02 Y25.525 R2.95
G01 X61.427 Y22.525
G02 X58.872 Y21.05 R2.95
G01 X55.408
G02 X52.853 Y22.525 R2.95
G01 X51.121 Y25.525
G02 Y28.475 R2.95
G01 X52.853 Y31.475
G02 X55.408 Y32.95 R2.95
G01 X58.872
G02 X61.427 Y31.475 R2.95
G00 Z5.
X19.867 Y-28.525
Z0.5
G01 Z-0.6 F30.
X21.599 Y-31.525 F50.
G02 Y-34.475 R2.95
G01 X19.867 Y-37.475
G02 X17.312 Y-38.95 R2.95
G01 X13.848
G02 X11.293 Y-37.475 R2.95
G01 X9.561 Y-34.475
G02 Y-31.525 R2.95
G01 X11.293 Y-28.525
G02 X13.848 Y-27.05 R2.95
G01 X17.312
G02 X19.867 Y-28.525 R2.95
G00 Z5.
X19.867 Y-16.525
Z0.5
G01 Z-0.6 F30.
X21.599 Y-19.525 F50.
G02 Y-22.475 R2.95
G01 X19.867 Y-25.475
G02 X17.312 Y-26.95 R2.95
G01 X13.848
G02 X11.293 Y-25.475 R2.95
G01 X9.561 Y-22.475
G02 Y-19.525 R2.95
G01 X11.293 Y-16.525
G02 X13.848 Y-15.05 R2.95
G01 X17.312
G02 X19.867 Y-16.525 R2.95
G00 Z5.
X19.867 Y-4.525
Z0.5
G01 Z-0.6 F30.
X21.599 Y-7.525 F50.
G02 Y-10.475 R2.95
G01 X19.867 Y-13.475
G02 X17.312 Y-14.95 R2.95
G01 X13.848
G02 X11.293 Y-13.475 R2.95
G01 X9.561 Y-10.475
G02 Y-7.525 R2.95
G01 X11.293 Y-4.525
G02 X13.848 Y-3.05 R2.95
G01 X17.312
G02 X19.867 Y-4.525 R2.95
G00 Z5.
X19.867 Y7.475
Z0.5
G01 Z-0.6 F30.
X21.599 Y4.475 F50.
G02 Y1.525 R2.95
G01 X19.867 Y-1.475
G02 X17.312 Y-2.95 R2.95
G01 X13.848
G02 X11.293 Y-1.475 R2.95
G01 X9.561 Y1.525
G02 Y4.475 R2.95
G01 X11.293 Y7.475
G02 X13.848 Y8.95 R2.95
G01 X17.312
G02 X19.867 Y7.475 R2.95
G00 Z5.
X19.867 Y19.475
Z0.5
G01 Z-0.6 F30.
X21.599 Y16.475 F50.
G02 Y13.525 R2.95
G01 X19.867 Y10.525
G02 X17.312 Y9.05 R2.95
G01 X13.848
G02 X11.293 Y10.525 R2.95
G01 X9.561 Y13.525
G02 Y16.475 R2.95
G01 X11.293 Y19.475
G02 X13.848 Y20.95 R2.95
G01 X17.312
G02 X19.867 Y19.475 R2.95
G00 Z5.
X19.867 Y31.475
Z0.5
G01 Z-0.6 F30.
X21.599 Y28.475 F50.
G02 Y25.525 R2.95
G01 X19.867 Y22.525
G02 X17.312 Y21.05 R2.95
G01 X13.848
G02 X11.293 Y22.525 R2.95
G01 X9.561 Y25.525
G02 Y28.475 R2.95
G01 X11.293 Y31.475
G02 X13.848 Y32.95 R2.95
G01 X17.312
G02 X19.867 Y31.475 R2.95
G00 Z5.
X40.647 Y-28.525
Z0.5
G01 Z-0.6 F30.
X42.379 Y-31.525 F50.
G02 Y-34.475 R2.95
G01 X40.647 Y-37.475
G02 X38.092 Y-38.95 R2.95
G01 X34.628
G02 X32.073 Y-37.475 R2.95
G01 X30.341 Y-34.475
G02 Y-31.525 R2.95
G01 X32.073 Y-28.525
G02 X34.628 Y-27.05 R2.95
G01 X38.092
G02 X40.647 Y-28.525 R2.95
G00 Z5.
X40.647 Y-16.525
Z0.5
G01 Z-0.6 F30.
X42.379 Y-19.525 F50.
G02 Y-22.475 R2.95
G01 X40.647 Y-25.475
G02 X38.092 Y-26.95 R2.95
G01 X34.628
G02 X32.073 Y-25.475 R2.95
G01 X30.341 Y-22.475
G02 Y-19.525 R2.95
G01 X32.073 Y-16.525
G02 X34.628 Y-15.05 R2.95
G01 X38.092
G02 X40.647 Y-16.525 R2.95
G00 Z5.
X40.647 Y-4.525
Z0.5
G01 Z-0.6 F30.
X42.379 Y-7.525 F50.
G02 Y-10.475 R2.95
G01 X40.647 Y-13.475
G02 X38.092 Y-14.95 R2.95
G01 X34.628
G02 X32.073 Y-13.475 R2.95
G01 X30.341 Y-10.475
G02 Y-7.525 R2.95
G01 X32.073 Y-4.525
G02 X34.628 Y-3.05 R2.95
G01 X38.092
G02 X40.647 Y-4.525 R2.95
G00 Z5.
X-42.473 Y-28.525
Z0.5
G01 Z-0.6 F30.
X-40.741 Y-31.525 F50.
G02 Y-34.475 R2.95
G01 X-42.473 Y-37.475
G02 X-45.028 Y-38.95 R2.95
G01 X-48.492
G02 X-51.047 Y-37.475 R2.95
G01 X-52.779 Y-34.475
G02 Y-31.525 R2.95
G01 X-51.047 Y-28.525
G02 X-48.492 Y-27.05 R2.95
G01 X-45.028
G02 X-42.473 Y-28.525 R2.95
G00 Z5.
G90 X0 Y0 Z100M30
M0
%
( NC FILE : PowerMill)
( DATE: 13.07.16 & TIME: 23:00:22)
( PMPost VERSION : 6.5.3343.0)
( MACHINE TOOL : ---& MODEL : ---)
( CONTROLLER : Fanuc& SERIES : ---)
( OPTION FILE : SSA_3Axe)
( OUTPUT WP : placement)
( OUTPUT UNITS : MM)
G0G90
(=======================)
( TOOLPATH : 4)
( STRATEGY USED : Curve_profile)
( TOOLPATH WP : placement)
(=======================)
( TOOL TYPE : TAPERTIPPED)
( TOOL NAME : Conus3x8)
( TOOL DIA.: 3 ; TIP RAD.: 0.5 & LENGTH : 40)
G0X51.308Y-19.545
G43Z10.H5
Z5.
G1Z-.6F15
X53.081Y-16.477F50
G3G17X53.081Y-13.523I-2.622J1.477
G1X51.322Y-10.477
G3X48.765Y-9.001I-2.59J-1.533
G1X45.247
G3X42.69Y-10.477I.032J-3.009
G1X40.931Y-13.523
G3X40.931Y-16.477I2.622J-1.477
G1X42.69Y-19.523
G3X45.247Y-20.999I2.59J1.533
G1X48.765
G3X51.308Y-19.545I-.03J3.005
G0Z9.4
G1X51.336Y-22.5
G0Z4.4
G1Z-.6F15
G3X48.765Y-21.001I-2.604J-1.511F50
G1X45.247
G3X42.69Y-22.477I.032J-3.009
G1X40.931Y-25.523
G3X40.931Y-28.477I2.622J-1.477
G1X42.69Y-31.523
G3X45.247Y-32.999I2.59J1.533
G1X48.765
G3X51.322Y-31.523I-.032J3.009
G1X53.081Y-28.477
G3X53.081Y-25.523I-2.622J1.477
G1X51.336Y-22.5
G0Z9.4
G1X61.7Y-25.545
G0Z4.4
G1Z-.6F15
X63.473Y-22.477F50
G3X63.473Y-19.523I-2.622J1.477
G1X61.715Y-16.477
G3X59.157Y-15.001I-2.59J-1.533
G1X55.64
G3X53.082Y-16.477I.032J-3.009
G1X51.323Y-19.523
G3X51.323Y-22.477I2.622J-1.477
G1X53.082Y-25.523
G3X55.64Y-26.999I2.59J1.533
G1X59.157
G3X61.7Y-25.545I-.03J3.005
G0Z9.4
G1X53.096Y-28.455
G0Z4.4
G1Z-.6F15
X51.323Y-31.523F50
G3X51.323Y-34.477I2.622J-1.477
G1X53.082Y-37.523
G3X55.64Y-38.999I2.59J1.533
G1X59.157
G3X61.715Y-37.523I-.032J3.009
G1X63.473Y-34.477
G3X63.473Y-31.523I-2.622J1.477
G1X61.715Y-28.477
G3X59.157Y-27.001I-2.59J-1.533
G1X55.64
G3X53.096Y-28.455I.03J-3.005
G0Z9.4
G1X40.943Y-28.5
G0Z4.4
G1Z-.6F15
G3X38.372Y-27.001I-2.604J-1.511F50
G1X34.855
G3X32.297Y-28.477I.032J-3.009
G1X30.539Y-31.523
G3X30.539Y-34.477I2.622J-1.477
G1X32.297Y-37.523
G3X34.855Y-38.999I2.59J1.533
G1X38.372
G3X40.93Y-37.523I-.032J3.009
G1X42.689Y-34.477
G3X42.689Y-31.523I-2.622J1.477
G1X40.943Y-28.5
G0Z9.4
G1X42.676Y-22.5
G0Z4.4
G1Z-.6F15
G3X42.689Y-19.523I-2.61J1.5F50
G1X40.93Y-16.477
G3X38.372Y-15.001I-2.59J-1.533
G1X34.855
G3X32.297Y-16.477I.032J-3.009
G1X30.539Y-19.523
G3X30.539Y-22.477I2.622J-1.477
G1X32.297Y-25.523
G3X34.855Y-26.999I2.59J1.533
G1X38.372
G3X40.93Y-25.523I-.032J3.009
G1X42.676Y-22.5
G0Z9.4
G1Y-10.5
G0Z4.4
G1Z-.6F15
G3X42.689Y-7.523I-2.61J1.5F50
G1X40.93Y-4.477
G3X38.372Y-3.001I-2.59J-1.533
G1X34.855
G3X32.297Y-4.477I.032J-3.009
G1X30.539Y-7.523
G3X30.539Y-10.477I2.622J-1.477
G1X32.297Y-13.523
G3X34.855Y-14.999I2.59J1.533
G1X38.372
G3X40.93Y-13.523I-.032J3.009
G1X42.676Y-10.5
G0Z9.4
G1X51.308Y-7.545
G0Z4.4
G1Z-.6F15
X53.081Y-4.477F50
G3X53.081Y-1.523I-2.622J1.477
G1X51.322Y1.523
G3X48.765Y2.999I-2.59J-1.533
G1X45.247
G3X42.69Y1.523I.032J-3.009
G1X40.931Y-1.523
G3X40.931Y-4.477I2.622J-1.477
G1X42.69Y-7.523
G3X45.247Y-8.999I2.59J1.533
G1X48.765
G3X51.308Y-7.545I-.03J3.005
G0Z9.4
G1X61.7Y-13.545
G0Z4.4
G1Z-.6F15
X63.473Y-10.477F50
G3X63.473Y-7.523I-2.622J1.477
G1X61.715Y-4.477
G3X59.157Y-3.001I-2.59J-1.533
G1X55.64
G3X53.082Y-4.477I.032J-3.009
G1X51.323Y-7.523
G3X51.323Y-10.477I2.622J-1.477
G1X53.082Y-13.523
G3X55.64Y-14.999I2.59J1.533
G1X59.157
G3X61.7Y-13.545I-.03J3.005
G0Z9.4
G1Y-1.545
G0Z4.4
G1Z-.6F15
X63.473Y1.523F50
G3X63.473Y4.477I-2.622J1.477
G1X61.715Y7.523
G3X59.157Y8.999I-2.59J-1.533
G1X55.64
G3X53.082Y7.523I.032J-3.009
G1X51.323Y4.477
G3X51.323Y1.523I2.622J-1.477
G1X53.082Y-1.523
G3X55.64Y-2.999I2.59J1.533
G1X59.157
G3X61.7Y-1.545I-.03J3.005
G0Z9.4
G1Y10.455
G0Z4.4
G1Z-.6F15
X63.473Y13.523F50
G3X63.473Y16.477I-2.622J1.477
G1X61.715Y19.523
G3X59.157Y20.999I-2.59J-1.533
G1X55.64
G3X53.082Y19.523I.032J-3.009
G1X51.323Y16.477
G3X51.323Y13.523I2.622J-1.477
G1X53.082Y10.477
G3X55.64Y9.001I2.59J1.533
G1X59.157
G3X61.7Y10.455I-.03J3.005
G0Z9.4
G1Y22.455
G0Z4.4
G1Z-.6F15
X63.473Y25.523F50
G3X63.473Y28.477I-2.622J1.477
G1X61.715Y31.523
G3X59.157Y32.999I-2.59J-1.533
G1X55.64
G3X53.082Y31.523I.032J-3.009
G1X51.323Y28.477
G3X51.323Y25.523I2.622J-1.477
G1X53.082Y22.477
G3X55.64Y21.001I2.59J1.533
G1X59.157
G3X61.7Y22.455I-.03J3.005
G0Z9.4
G1X51.308Y28.455
G0Z4.4
G1Z-.6F15
X53.081Y31.523F50
G3X53.081Y34.477I-2.622J1.477
G1X51.322Y37.523
G3X48.765Y38.999I-2.59J-1.533
G1X45.247
G3X42.69Y37.523I.032J-3.009
G1X40.931Y34.477
G3X40.931Y31.523I2.622J-1.477
G1X42.69Y28.477
G3X45.247Y27.001I2.59J1.533
G1X48.765
G3X51.308Y28.455I-.03J3.005
G0Z9.4
G1X42.676Y25.5
G0Z4.4
G1Z-.6F15
G3X42.689Y28.477I-2.61J1.5F50
G1X40.93Y31.523
G3X38.372Y32.999I-2.59J-1.533
G1X34.855
G3X32.297Y31.523I.032J-3.009
G1X30.539Y28.477
G3X30.539Y25.523I2.622J-1.477
G1X32.297Y22.477
G3X34.855Y21.001I2.59J1.533
G1X38.372
G3X40.93Y22.477I-.032J3.009
G1X42.676Y25.5
G0Z9.4
G1Y13.5
G0Z4.4
G1Z-.6F15
G3X42.689Y16.477I-2.61J1.5F50
G1X40.93Y19.523
G3X38.372Y20.999I-2.59J-1.533
G1X34.855
G3X32.297Y19.523I.032J-3.009
G1X30.539Y16.477
G3X30.539Y13.523I2.622J-1.477
G1X32.297Y10.477
G3X34.855Y9.001I2.59J1.533
G1X38.372
G3X40.93Y10.477I-.032J3.009
G1X42.676Y13.5
G0Z9.4
G1X51.308Y16.455
G0Z4.4
G1Z-.6F15
X53.081Y19.523F50
G3X53.081Y22.477I-2.622J1.477
G1X51.322Y25.523
G3X48.765Y26.999I-2.59J-1.533
G1X45.247
G3X42.69Y25.523I.032J-3.009
G1X40.931Y22.477
G3X40.931Y19.523I2.622J-1.477
G1X42.69Y16.477
G3X45.247Y15.001I2.59J1.533
G1X48.765
G3X51.308Y16.455I-.03J3.005
G0Z9.4
G1Y4.455
G0Z4.4
G1Z-.6F15
X53.081Y7.523F50
G3X53.081Y10.477I-2.622J1.477
G1X51.322Y13.523
G3X48.765Y14.999I-2.59J-1.533
G1X45.247
G3X42.69Y13.523I.032J-3.009
G1X40.931Y10.477
G3X40.931Y7.523I2.622J-1.477
G1X42.69Y4.477
G3X45.247Y3.001I2.59J1.533
G1X48.765
G3X51.308Y4.455I-.03J3.005
G0Z9.4
G1X42.676Y1.5
G0Z4.4
G1Z-.6F15
G3X42.689Y4.477I-2.61J1.5F50
G1X40.93Y7.523
G3X38.372Y8.999I-2.59J-1.533
G1X34.855
G3X32.297Y7.523I.032J-3.009
G1X30.539Y4.477
G3X30.539Y1.523I2.622J-1.477
G1X32.297Y-1.523
G3X34.855Y-2.999I2.59J1.533
G1X38.372
G3X40.93Y-1.523I-.032J3.009
G1X42.676Y1.5
G0Z9.4
G1X30.523Y4.455
G0Z4.4
G1Z-.6F15
X32.296Y7.523F50
G3X32.296Y10.477I-2.622J1.477
G1X30.538Y13.523
G3X27.98Y14.999I-2.59J-1.533
G1X24.463
G3X21.905Y13.523I.032J-3.009
G1X20.146Y10.477
G3X20.146Y7.523I2.622J-1.477
G1X21.905Y4.477
G3X24.463Y3.001I2.59J1.533
G1X27.98
G3X30.523Y4.455I-.03J3.005
G0Z9.4
G1X21.891Y1.5
G0Z4.4
G1Z-.6F15
G3X21.904Y4.477I-2.61J1.5F50
G1X20.145Y7.523
G3X17.588Y8.999I-2.59J-1.533
G1X14.07
G3X11.513Y7.523I.032J-3.009
G1X9.754Y4.477
G3X9.754Y1.523I2.622J-1.477
G1X11.513Y-1.523
G3X14.07Y-2.999I2.59J1.533
G1X17.588
G3X20.145Y-1.523I-.032J3.009
G1X21.891Y1.5
G0Z9.4
G1Y13.5
G0Z4.4
G1Z-.6F15
G3X21.904Y16.477I-2.61J1.5F50
G1X20.145Y19.523
G3X17.588Y20.999I-2.59J-1.533
G1X14.07
G3X11.513Y19.523I.032J-3.009
G1X9.754Y16.477
G3X9.754Y13.523I2.622J-1.477
G1X11.513Y10.477
G3X14.07Y9.001I2.59J1.533
G1X17.588
G3X20.145Y10.477I-.032J3.009
G1X21.891Y13.5
G0Z9.4
G1X30.523Y16.455
G0Z4.4
G1Z-.6F15
X32.296Y19.523F50
G3X32.296Y22.477I-2.622J1.477
G1X30.538Y25.523
G3X27.98Y26.999I-2.59J-1.533
G1X24.463
G3X21.905Y25.523I.032J-3.009
G1X20.146Y22.477
G3X20.146Y19.523I2.622J-1.477
G1X21.905Y16.477
G3X24.463Y15.001I2.59J1.533
G1X27.98
G3X30.523Y16.455I-.03J3.005
G0Z9.4
G1Y28.455
G0Z4.4
G1Z-.6F15
X32.296Y31.523F50
G3X32.296Y34.477I-2.622J1.477
G1X30.538Y37.523
G3X27.98Y38.999I-2.59J-1.533
G1X24.463
G3X21.905Y37.523I.032J-3.009
G1X20.146Y34.477
G3X20.146Y31.523I2.622J-1.477
G1X21.905Y28.477
G3X24.463Y27.001I2.59J1.533
G1X27.98
G3X30.523Y28.455I-.03J3.005
G0Z9.4
G1X21.891Y25.5
G0Z4.4
G1Z-.6F15
G3X21.904Y28.477I-2.61J1.5F50
G1X20.145Y31.523
G3X17.588Y32.999I-2.59J-1.533
G1X14.07
G3X11.513Y31.523I.032J-3.009
G1X9.754Y28.477
G3X9.754Y25.523I2.622J-1.477
G1X11.513Y22.477
G3X14.07Y21.001I2.59J1.533
G1X17.588
G3X20.145Y22.477I-.032J3.009
G1X21.891Y25.5
G0Z9.4
G1X9.739Y28.455
G0Z4.4
G1Z-.6F15
X11.512Y31.523F50
G3X11.512Y34.477I-2.622J1.477
G1X9.753Y37.523
G3X7.195Y38.999I-2.59J-1.533
G1X3.678
G3X1.12Y37.523I.032J-3.009
G1X-.638Y34.477
G3X-.638Y31.523I2.622J-1.477
G1X1.12Y28.477
G3X3.678Y27.001I2.59J1.533
G1X7.195
G3X9.739Y28.455I-.03J3.005
G0Z9.4
G1Y16.455
G0Z4.4
G1Z-.6F15
X11.512Y19.523F50
G3X11.512Y22.477I-2.622J1.477
G1X9.753Y25.523
G3X7.195Y26.999I-2.59J-1.533
G1X3.678
G3X1.12Y25.523I.032J-3.009
G1X-.638Y22.477
G3X-.638Y19.523I2.622J-1.477
G1X1.12Y16.477
G3X3.678Y15.001I2.59J1.533
G1X7.195
G3X9.739Y16.455I-.03J3.005
G0Z9.4
G1X1.106Y13.5
G0Z4.4
G1Z-.6F15
G3X1.119Y16.477I-2.61J1.5F50
G1X-.639Y19.523
G3X-3.197Y20.999I-2.59J-1.533
G1X-6.714
G3X-9.272Y19.523I.032J-3.009
G1X-11.03Y16.477
G3X-11.03Y13.523I2.622J-1.477
G1X-9.272Y10.477
G3X-6.714Y9.001I2.59J1.533
G1X-3.197
G3X-.639Y10.477I-.032J3.009
G1X1.106Y13.5
G0Z9.4
G1Y25.5
G0Z4.4
G1Z-.6F15
G3X1.119Y28.477I-2.61J1.5F50
G1X-.639Y31.523
G3X-3.197Y32.999I-2.59J-1.533
G1X-6.714
G3X-9.272Y31.523I.032J-3.009
G1X-11.03Y28.477
G3X-11.03Y25.523I2.622J-1.477
G1X-9.272Y22.477
G3X-6.714Y21.001I2.59J1.533
G1X-3.197
G3X-.639Y22.477I-.032J3.009
G1X1.106Y25.5
G0Z9.4
G1X-11.046Y28.455
G0Z4.4
G1Z-.6F15
X-9.273Y31.523F50
G3X-9.273Y34.477I-2.622J1.477
G1X-11.032Y37.523
G3X-13.589Y38.999I-2.59J-1.533
G1X-17.106
G3X-19.664Y37.523I.032J-3.009
G1X-21.423Y34.477
G3X-21.423Y31.523I2.622J-1.477
G1X-19.664Y28.477
G3X-17.106Y27.001I2.59J1.533
G1X-13.589
G3X-11.046Y28.455I-.03J3.005
G0Z9.4
G1X-19.678Y25.5
G0Z4.4
G1Z-.6F15
G3X-19.665Y28.477I-2.61J1.5F50
G1X-21.424Y31.523
G3X-23.982Y32.999I-2.59J-1.533
G1X-27.499
G3X-30.056Y31.523I.032J-3.009
G1X-31.815Y28.477
G3X-31.815Y25.523I2.622J-1.477
G1X-30.056Y22.477
G3X-27.499Y21.001I2.59J1.533
G1X-23.982
G3X-21.424Y22.477I-.032J3.009
G1X-19.678Y25.5
G0Z9.4
G1Y13.5
G0Z4.4
G1Z-.6F15
G3X-19.665Y16.477I-2.61J1.5F50
G1X-21.424Y19.523
G3X-23.982Y20.999I-2.59J-1.533
G1X-27.499
G3X-30.056Y19.523I.032J-3.009
G1X-31.815Y16.477
G3X-31.815Y13.523I2.622J-1.477
G1X-30.056Y10.477
G3X-27.499Y9.001I2.59J1.533
G1X-23.982
G3X-21.424Y10.477I-.032J3.009
G1X-19.678Y13.5
G0Z9.4
G1X-11.046Y16.455
G0Z4.4
G1Z-.6F15
X-9.273Y19.523F50
G3X-9.273Y22.477I-2.622J1.477
G1X-11.032Y25.523
G3X-13.589Y26.999I-2.59J-1.533
G1X-17.106
G3X-19.664Y25.523I.032J-3.009
G1X-21.423Y22.477
G3X-21.423Y19.523I2.622J-1.477
G1X-19.664Y16.477
G3X-17.106Y15.001I2.59J1.533
G1X-13.589
G3X-11.046Y16.455I-.03J3.005
G0Z9.4
G1Y4.455
G0Z4.4
G1Z-.6F15
X-9.273Y7.523F50
G3X-9.273Y10.477I-2.622J1.477
G1X-11.032Y13.523
G3X-13.589Y14.999I-2.59J-1.533
G1X-17.106
G3X-19.664Y13.523I.032J-3.009
G1X-21.423Y10.477
G3X-21.423Y7.523I2.622J-1.477
G1X-19.664Y4.477
G3X-17.106Y3.001I2.59J1.533
G1X-13.589
G3X-11.046Y4.455I-.03J3.005
G0Z9.4
G1Y-7.545
G0Z4.4
G1Z-.6F15
X-9.273Y-4.477F50
G3X-9.273Y-1.523I-2.622J1.477
G1X-11.032Y1.523
G3X-13.589Y2.999I-2.59J-1.533
G1X-17.106
G3X-19.664Y1.523I.032J-3.009
G1X-21.423Y-1.523
G3X-21.423Y-4.477I2.622J-1.477
G1X-19.664Y-7.523
G3X-17.106Y-8.999I2.59J1.533
G1X-13.589
G3X-11.046Y-7.545I-.03J3.005
G0Z9.4
G1X-19.678Y-10.5
G0Z4.4
G1Z-.6F15
G3X-19.665Y-7.523I-2.61J1.5F50
G1X-21.424Y-4.477
G3X-23.982Y-3.001I-2.59J-1.533
G1X-27.499
G3X-30.056Y-4.477I.032J-3.009
G1X-31.815Y-7.523
G3X-31.815Y-10.477I2.622J-1.477
G1X-30.056Y-13.523
G3X-27.499Y-14.999I2.59J1.533
G1X-23.982
G3X-21.424Y-13.523I-.032J3.009
G1X-19.678Y-10.5
G0Z9.4
G1Y1.5
G0Z4.4
G1Z-.6F15
G3X-19.665Y4.477I-2.61J1.5F50
G1X-21.424Y7.523
G3X-23.982Y8.999I-2.59J-1.533
G1X-27.499
G3X-30.056Y7.523I.032J-3.009
G1X-31.815Y4.477
G3X-31.815Y1.523I2.622J-1.477
G1X-30.056Y-1.523
G3X-27.499Y-2.999I2.59J1.533
G1X-23.982
G3X-21.424Y-1.523I-.032J3.009
G1X-19.678Y1.5
G0Z9.4
G1X-31.83Y4.455
G0Z4.4
G1Z-.6F15
X-30.058Y7.523F50
G3X-30.058Y10.477I-2.622J1.477
G1X-31.816Y13.523
G3X-34.374Y14.999I-2.59J-1.533
G1X-37.891
G3X-40.449Y13.523I.032J-3.009
G1X-42.207Y10.477
G3X-42.207Y7.523I2.622J-1.477
G1X-40.449Y4.477
G3X-37.891Y3.001I2.59J1.533
G1X-34.374
G3X-31.83Y4.455I-.03J3.005
G0Z9.4
G1X-42.223Y22.455
G0Z4.4
G1Z-.6F15
X-40.45Y25.523F50
G3X-40.45Y28.477I-2.622J1.477
G1X-42.209Y31.523
G3X-44.766Y32.999I-2.59J-1.533
G1X-48.283
G3X-50.841Y31.523I.032J-3.009
G1X-52.6Y28.477
G3X-52.6Y25.523I2.622J-1.477
G1X-50.841Y22.477
G3X-48.283Y21.001I2.59J1.533
G1X-44.766
G3X-42.223Y22.455I-.03J3.005
G0Z9.4
G1X-42.194Y22.5
G0Z4.4
G1Z-.6F15
G3X-42.207Y19.523I2.61J-1.5F50
G1X-40.449Y16.477
G3X-37.891Y15.001I2.59J1.533
G1X-34.374
G3X-31.816Y16.477I-.032J3.009
G1X-30.058Y19.523
G3X-30.058Y22.477I-2.622J1.477
G1X-31.816Y25.523
G3X-34.374Y26.999I-2.59J-1.533
G1X-37.891
G3X-40.449Y25.523I.032J-3.009
G1X-42.194Y22.5
G0Z9.4
G1X-40.462Y28.5
G0Z4.4
G1Z-.6F15
G3X-37.891Y27.001I2.604J1.511F50
G1X-34.374
G3X-31.816Y28.477I-.032J3.009
G1X-30.058Y31.523
G3X-30.058Y34.477I-2.622J1.477
G1X-31.816Y37.523
G3X-34.374Y38.999I-2.59J-1.533
G1X-37.891
G3X-40.449Y37.523I.032J-3.009
G1X-42.207Y34.477
G3X-42.207Y31.523I2.622J-1.477
G1X-40.462Y28.5
G0Z9.4
G1X-48.257Y21.
G0Z4.4
G1Z-.6F15
G3X-50.841Y19.523I.006J-3.01F50
G1X-52.6Y16.477
G3X-52.6Y13.523I2.622J-1.477
G1X-50.841Y10.477
G3X-48.283Y9.001I2.59J1.533
G1X-44.766
G3X-42.209Y10.477I-.032J3.009
G1X-40.45Y13.523
G3X-40.45Y16.477I-2.622J1.477
G1X-42.209Y19.523
G3X-44.766Y20.999I-2.59J-1.533
G1X-48.257Y21.
G0Z9.4
G1X-52.615Y28.455
G0Z4.4
G1Z-.6F15
X-50.842Y31.523F50
G3X-50.842Y34.477I-2.622J1.477
G1X-52.601Y37.523
G3X-55.159Y38.999I-2.59J-1.533
G1X-58.676
G3X-61.233Y37.523I.032J-3.009
G1X-62.992Y34.477
G3X-62.992Y31.523I2.622J-1.477
G1X-61.233Y28.477
G3X-58.676Y27.001I2.59J1.533
G1X-55.159
G3X-52.615Y28.455I-.03J3.005
G0Z9.4
G1X-61.219Y25.545
G0Z4.4
G1Z-.6F15
X-62.992Y22.477F50
G3X-62.992Y19.523I2.622J-1.477
G1X-61.233Y16.477
G3X-58.676Y15.001I2.59J1.533
G1X-55.159
G3X-52.601Y16.477I-.032J3.009
G1X-50.842Y19.523
G3X-50.842Y22.477I-2.622J1.477
G1X-52.601Y25.523
G3X-55.159Y26.999I-2.59J-1.533
G1X-58.676
G3X-61.219Y25.545I.03J-3.005
G0Z9.4
G1X-52.615Y4.455
G0Z4.4
G1Z-.6F15
X-50.842Y7.523F50
G3X-50.842Y10.477I-2.622J1.477
G1X-52.601Y13.523
G3X-55.159Y14.999I-2.59J-1.533
G1X-58.676
G3X-61.233Y13.523I.032J-3.009
G1X-62.992Y10.477
G3X-62.992Y7.523I2.622J-1.477
G1X-61.233Y4.477
G3X-58.676Y3.001I2.59J1.533
G1X-55.159
G3X-52.615Y4.455I-.03J3.005
G0Z9.4
G1X-40.463Y1.5
G0Z4.4
G1Z-.6F15
G3X-40.45Y4.477I-2.61J1.5F50
G1X-42.209Y7.523
G3X-44.766Y8.999I-2.59J-1.533
G1X-48.283
G3X-50.841Y7.523I.032J-3.009
G1X-52.6Y4.477
G3X-52.6Y1.523I2.622J-1.477
G1X-50.841Y-1.523
G3X-48.283Y-2.999I2.59J1.533
G1X-44.766
G3X-42.209Y-1.523I-.032J3.009
G1X-40.463Y1.5
G0Z9.4
G1X-52.615Y-7.545
G0Z4.4
G1Z-.6F15
X-50.842Y-4.477F50
G3X-50.842Y-1.523I-2.622J1.477
G1X-52.601Y1.523
G3X-55.159Y2.999I-2.59J-1.533
G1X-58.676
G3X-61.233Y1.523I.032J-3.009
G1X-62.992Y-1.523
G3X-62.992Y-4.477I2.622J-1.477
G1X-61.233Y-7.523
G3X-58.676Y-8.999I2.59J1.533
G1X-55.159
G3X-52.615Y-7.545I-.03J3.005
G0Z9.4
G1Y-19.545
G0Z4.4
G1Z-.6F15
X-50.842Y-16.477F50
G3X-50.842Y-13.523I-2.622J1.477
G1X-52.601Y-10.477
G3X-55.159Y-9.001I-2.59J-1.533
G1X-58.676
G3X-61.233Y-10.477I.032J-3.009
G1X-62.992Y-13.523
G3X-62.992Y-16.477I2.622J-1.477
G1X-61.233Y-19.523
G3X-58.676Y-20.999I2.59J1.533
G1X-55.159
G3X-52.615Y-19.545I-.03J3.005
G0Z9.4
G1X-52.587Y-22.5
G0Z4.4
G1Z-.6F15
G3X-55.159Y-21.001I-2.604J-1.511F50
G1X-58.676
G3X-61.233Y-22.477I.032J-3.009
G1X-62.992Y-25.523
G3X-62.992Y-28.477I2.622J-1.477
G1X-61.233Y-31.523
G3X-58.676Y-32.999I2.59J1.533
G1X-55.159
G3X-52.601Y-31.523I-.032J3.009
G1X-50.842Y-28.477
G3X-50.842Y-25.523I-2.622J1.477
G1X-52.587Y-22.5
G0Z9.4
G1X-42.195Y-28.5
G0Z4.4
G1Z-.6F15
G3X-44.766Y-27.001I-2.604J-1.511F50
G1X-48.283
G3X-50.841Y-28.477I.032J-3.009
G1X-52.6Y-31.523
G3X-52.6Y-34.477I2.622J-1.477
G1X-50.841Y-37.523
G3X-48.283Y-38.999I2.59J1.533
G1X-44.766
G3X-42.209Y-37.523I-.032J3.009
G1X-40.45Y-34.477
G3X-40.45Y-31.523I-2.622J1.477
G1X-42.195Y-28.5
G0Z9.4
G1X-40.463Y-22.5
G0Z4.4
G1Z-.6F15
G3X-40.45Y-19.523I-2.61J1.5F50
G1X-42.209Y-16.477
G3X-44.766Y-15.001I-2.59J-1.533
G1X-48.283
G3X-50.841Y-16.477I.032J-3.009
G1X-52.6Y-19.523
G3X-52.6Y-22.477I2.622J-1.477
G1X-50.841Y-25.523
G3X-48.283Y-26.999I2.59J1.533
G1X-44.766
G3X-42.209Y-25.523I-.032J3.009
G1X-40.463Y-22.5
G0Z9.4
G1Y-10.5
G0Z4.4
G1Z-.6F15
G3X-40.45Y-7.523I-2.61J1.5F50
G1X-42.209Y-4.477
G3X-44.766Y-3.001I-2.59J-1.533
G1X-48.283
G3X-50.841Y-4.477I.032J-3.009
G1X-52.6Y-7.523
G3X-52.6Y-10.477I2.622J-1.477
G1X-50.841Y-13.523
G3X-48.283Y-14.999I2.59J1.533
G1X-44.766
G3X-42.209Y-13.523I-.032J3.009
G1X-40.463Y-10.5
G0Z9.4
G1X-31.83Y-7.545
G0Z4.4
G1Z-.6F15
X-30.058Y-4.477F50
G3X-30.058Y-1.523I-2.622J1.477
G1X-31.816Y1.523
G3X-34.374Y2.999I-2.59J-1.533
G1X-37.891
G3X-40.449Y1.523I.032J-3.009
G1X-42.207Y-1.523
G3X-42.207Y-4.477I2.622J-1.477
G1X-40.449Y-7.523
G3X-37.891Y-8.999I2.59J1.533
G1X-34.374
G3X-31.83Y-7.545I-.03J3.005
G0Z9.4
G1Y-19.545
G0Z4.4
G1Z-.6F15
X-30.058Y-16.477F50
G3X-30.058Y-13.523I-2.622J1.477
G1X-31.816Y-10.477
G3X-34.374Y-9.001I-2.59J-1.533
G1X-37.891
G3X-40.449Y-10.477I.032J-3.009
G1X-42.207Y-13.523
G3X-42.207Y-16.477I2.622J-1.477
G1X-40.449Y-19.523
G3X-37.891Y-20.999I2.59J1.533
G1X-34.374
G3X-31.83Y-19.545I-.03J3.005
G0Z9.4
G1X-31.803Y-22.5
G0Z4.4
G1Z-.6F15
G3X-34.374Y-21.001I-2.604J-1.511F50
G1X-37.891
G3X-40.449Y-22.477I.032J-3.009
G1X-42.207Y-25.523
G3X-42.207Y-28.477I2.622J-1.477
G1X-40.449Y-31.523
G3X-37.891Y-32.999I2.59J1.533
G1X-34.374
G3X-31.816Y-31.523I-.032J3.009
G1X-30.058Y-28.477
G3X-30.058Y-25.523I-2.622J1.477
G1X-31.803Y-22.5
G0Z9.4
G1X-21.41Y-28.5
G0Z4.4
G1Z-.6F15
G3X-23.982Y-27.001I-2.604J-1.511F50
G1X-27.499
G3X-30.056Y-28.477I.032J-3.009
G1X-31.815Y-31.523
G3X-31.815Y-34.477I2.622J-1.477
G1X-30.056Y-37.523
G3X-27.499Y-38.999I2.59J1.533
G1X-23.982
G3X-21.424Y-37.523I-.032J3.009
G1X-19.665Y-34.477
G3X-19.665Y-31.523I-2.622J1.477
G1X-21.41Y-28.5
G0Z9.4
G1X-19.678Y-22.5
G0Z4.4
G1Z-.6F15
G3X-19.665Y-19.523I-2.61J1.5F50
G1X-21.424Y-16.477
G3X-23.982Y-15.001I-2.59J-1.533
G1X-27.499
G3X-30.056Y-16.477I.032J-3.009
G1X-31.815Y-19.523
G3X-31.815Y-22.477I2.622J-1.477
G1X-30.056Y-25.523
G3X-27.499Y-26.999I2.59J1.533
G1X-23.982
G3X-21.424Y-25.523I-.032J3.009
G1X-19.678Y-22.5
G0Z9.4
G1X-11.046Y-19.545
G0Z4.4
G1Z-.6F15
X-9.273Y-16.477F50
G3X-9.273Y-13.523I-2.622J1.477
G1X-11.032Y-10.477
G3X-13.589Y-9.001I-2.59J-1.533
G1X-17.106
G3X-19.664Y-10.477I.032J-3.009
G1X-21.423Y-13.523
G3X-21.423Y-16.477I2.622J-1.477
G1X-19.664Y-19.523
G3X-17.106Y-20.999I2.59J1.533
G1X-13.589
G3X-11.046Y-19.545I-.03J3.005
G0Z9.4
G1X-11.018Y-22.5
G0Z4.4
G1Z-.6F15
G3X-13.589Y-21.001I-2.604J-1.511F50
G1X-17.106
G3X-19.664Y-22.477I.032J-3.009
G1X-21.423Y-25.523
G3X-21.423Y-28.477I2.622J-1.477
G1X-19.664Y-31.523
G3X-17.106Y-32.999I2.59J1.533
G1X-13.589
G3X-11.032Y-31.523I-.032J3.009
G1X-9.273Y-28.477
G3X-9.273Y-25.523I-2.622J1.477
G1X-11.018Y-22.5
G0Z9.4
G1X-.626Y-28.5
G0Z4.4
G1Z-.6F15
G3X-3.197Y-27.001I-2.604J-1.511F50
G1X-6.714
G3X-9.272Y-28.477I.032J-3.009
G1X-11.03Y-31.523
G3X-11.03Y-34.477I2.622J-1.477
G1X-9.272Y-37.523
G3X-6.714Y-38.999I2.59J1.533
G1X-3.197
G3X-.639Y-37.523I-.032J3.009
G1X1.119Y-34.477
G3X1.119Y-31.523I-2.622J1.477
G1X-.626Y-28.5
G0Z9.4
G1X1.106Y-22.5
G0Z4.4
G1Z-.6F15
G3X1.119Y-19.523I-2.61J1.5F50
G1X-.639Y-16.477
G3X-3.197Y-15.001I-2.59J-1.533
G1X-6.714
G3X-9.272Y-16.477I.032J-3.009
G1X-11.03Y-19.523
G3X-11.03Y-22.477I2.622J-1.477
G1X-9.272Y-25.523
G3X-6.714Y-26.999I2.59J1.533
G1X-3.197
G3X-.639Y-25.523I-.032J3.009
G1X1.106Y-22.5
G0Z9.4
G1X9.739Y-19.545
G0Z4.4
G1Z-.6F15
X11.512Y-16.477F50
G3X11.512Y-13.523I-2.622J1.477
G1X9.753Y-10.477
G3X7.195Y-9.001I-2.59J-1.533
G1X3.678
G3X1.12Y-10.477I.032J-3.009
G1X-.638Y-13.523
G3X-.638Y-16.477I2.622J-1.477
G1X1.12Y-19.523
G3X3.678Y-20.999I2.59J1.533
G1X7.195
G3X9.739Y-19.545I-.03J3.005
G0Z9.4
G1X9.767Y-22.5
G0Z4.4
G1Z-.6F15
G3X7.195Y-21.001I-2.604J-1.511F50
G1X3.678
G3X1.12Y-22.477I.032J-3.009
G1X-.638Y-25.523
G3X-.638Y-28.477I2.622J-1.477
G1X1.12Y-31.523
G3X3.678Y-32.999I2.59J1.533
G1X7.195
G3X9.753Y-31.523I-.032J3.009
G1X11.512Y-28.477
G3X11.512Y-25.523I-2.622J1.477
G1X9.767Y-22.5
G0Z9.4
G1X20.159Y-28.5
G0Z4.4
G1Z-.6F15
G3X17.588Y-27.001I-2.604J-1.511F50
G1X14.07
G3X11.513Y-28.477I.032J-3.009
G1X9.754Y-31.523
G3X9.754Y-34.477I2.622J-1.477
G1X11.513Y-37.523
G3X14.07Y-38.999I2.59J1.533
G1X17.588
G3X20.145Y-37.523I-.032J3.009
G1X21.904Y-34.477
G3X21.904Y-31.523I-2.622J1.477
G1X20.159Y-28.5
G0Z9.4
G1X21.891Y-22.5
G0Z4.4
G1Z-.6F15
G3X21.904Y-19.523I-2.61J1.5F50
G1X20.145Y-16.477
G3X17.588Y-15.001I-2.59J-1.533
G1X14.07
G3X11.513Y-16.477I.032J-3.009
G1X9.754Y-19.523
G3X9.754Y-22.477I2.622J-1.477
G1X11.513Y-25.523
G3X14.07Y-26.999I2.59J1.533
G1X17.588
G3X20.145Y-25.523I-.032J3.009
G1X21.891Y-22.5
G0Z9.4
G1X30.551
G0Z4.4
G1Z-.6F15
G3X27.98Y-21.001I-2.604J-1.511F50
G1X24.463
G3X21.905Y-22.477I.032J-3.009
G1X20.146Y-25.523
G3X20.146Y-28.477I2.622J-1.477
G1X21.905Y-31.523
G3X24.463Y-32.999I2.59J1.533
G1X27.98
G3X30.538Y-31.523I-.032J3.009
G1X32.296Y-28.477
G3X32.296Y-25.523I-2.622J1.477
G1X30.551Y-22.5
G0Z9.4
G1X30.523Y-19.545
G0Z4.4
G1Z-.6F15
X32.296Y-16.477F50
G3X32.296Y-13.523I-2.622J1.477
G1X30.538Y-10.477
G3X27.98Y-9.001I-2.59J-1.533
G1X24.463
G3X21.905Y-10.477I.032J-3.009
G1X20.146Y-13.523
G3X20.146Y-16.477I2.622J-1.477
G1X21.905Y-19.523
G3X24.463Y-20.999I2.59J1.533
G1X27.98
G3X30.523Y-19.545I-.03J3.005
G0Z9.4
G1Y-7.545
G0Z4.4
G1Z-.6F15
X32.296Y-4.477F50
G3X32.296Y-1.523I-2.622J1.477
G1X30.538Y1.523
G3X27.98Y2.999I-2.59J-1.533
G1X24.463
G3X21.905Y1.523I.032J-3.009
G1X20.146Y-1.523
G3X20.146Y-4.477I2.622J-1.477
G1X21.905Y-7.523
G3X24.463Y-8.999I2.59J1.533
G1X27.98
G3X30.523Y-7.545I-.03J3.005
G0Z9.4
G1X21.891Y-10.5
G0Z4.4
G1Z-.6F15
G3X21.904Y-7.523I-2.61J1.5F50
G1X20.145Y-4.477
G3X17.588Y-3.001I-2.59J-1.533
G1X14.07
G3X11.513Y-4.477I.032J-3.009
G1X9.754Y-7.523
G3X9.754Y-10.477I2.622J-1.477
G1X11.513Y-13.523
G3X14.07Y-14.999I2.59J1.533
G1X17.588
G3X20.145Y-13.523I-.032J3.009
G1X21.891Y-10.5
G0Z9.4
G1X9.739Y-7.545
G0Z4.4
G1Z-.6F15
X11.512Y-4.477F50
G3X11.512Y-1.523I-2.622J1.477
G1X9.753Y1.523
G3X7.195Y2.999I-2.59J-1.533
G1X3.678
G3X1.12Y1.523I.032J-3.009
G1X-.638Y-1.523
G3X-.638Y-4.477I2.622J-1.477
G1X1.12Y-7.523
G3X3.678Y-8.999I2.59J1.533
G1X7.195
G3X9.739Y-7.545I-.03J3.005
G0Z9.4
G1X1.106Y-10.5
G0Z4.4
G1Z-.6F15
G3X1.119Y-7.523I-2.61J1.5F50
G1X-.639Y-4.477
G3X-3.197Y-3.001I-2.59J-1.533
G1X-6.714
G3X-9.272Y-4.477I.032J-3.009
G1X-11.03Y-7.523
G3X-11.03Y-10.477I2.622J-1.477
G1X-9.272Y-13.523
G3X-6.714Y-14.999I2.59J1.533
G1X-3.197
G3X-.639Y-13.523I-.032J3.009
G1X1.106Y-10.5
G0Z9.4
G1Y1.5
G0Z4.4
G1Z-.6F15
G3X1.119Y4.477I-2.61J1.5F50
G1X-.639Y7.523
G3X-3.197Y8.999I-2.59J-1.533
G1X-6.714
G3X-9.272Y7.523I.032J-3.009
G1X-11.03Y4.477
G3X-11.03Y1.523I2.622J-1.477
G1X-9.272Y-1.523
G3X-6.714Y-2.999I2.59J1.533
G1X-3.197
G3X-.639Y-1.523I-.032J3.009
G1X1.106Y1.5
G0Z9.4
G1X9.739Y4.455
G0Z4.4
G1Z-.6F15
X11.512Y7.523F50
G3X11.512Y10.477I-2.622J1.477
G1X9.753Y13.523
G3X7.195Y14.999I-2.59J-1.533
G1X3.678
G3X1.12Y13.523I.032J-3.009
G1X-.638Y10.477
G3X-.638Y7.523I2.622J-1.477
G1X1.12Y4.477
G3X3.678Y3.001I2.59J1.533
G1X7.195
G3X9.739Y4.455I-.03J3.005
G0Z10.
M5M30
%
добрый день. нужен скрипт для нахождения центра в окружности или по заготовке. зарание благодарю.
Отредактировано MantukasNK (Сегодня 15:46:37)
Вот скрипт поиска центра в цилиндре .
Rem VBScript To center probe inside a pipe
If GetOemLed (825) <> 0 Then 'Check to see if the probe is already grounded or faulty
Code "(Probe plate is grounded, check connection and try again)"
Else
FeedCurrent = GetOemDRO(818) 'Get the current settings
XCurrent = GetDro(0)
YCurrent = GetDro(1)
Code "G4 P1" 'Pause 1 second to give time to position probe plate
Code "F150" 'slow feed rate to 150 mm/min
Rem Probe Left
XNew = Xcurrent - 25 'probe 25 mm to left
Code "G31 X" &XNew
While IsMoving() 'wait for the move to finish
Wend
XPos1 = GetVar(2000) 'get the probe touch location
Code "G0 X" &XCurrent 'rapid move back to start point
Rem Probe Right
XNew = XCurrent + 25 'probe 25 mm to right
Code "G31 X" &XNew
While IsMoving()
Wend
XPos2 = GetVar(2000)
XCenter = (XPos1 + XPos2) / 2 'center is midway between XPos1 and XPos2
Code "G0 X" &XCenter 'rapid move to the x center location
Rem Probe up
YNew = YCurrent + 25
Code "G31 Y" &YNew
While IsMoving()
Wend
YPos1 = GetVar(2001)
Code "G0 Y" &YCurrent
Rem Probe down
YNew = YCurrent - 25
Code "G31 Y" &YNew
While IsMoving()
Wend
YPos2 = GetVar(2001)
YCenter = (YPos1 + YPos2) / 2
Rem move To the center
Code "G0 Y" &YCenter
While IsMoving ()
Wend
Code "F" &FeedCurrent 'restore starting feed rate
End If
Зжрасвтуйтй! скажите пожалуста как в ручном режиме в Mach3 перемешать оси по 0.1мм?
Кнопка tab там переключаете режим и в кладке шаг переезда устанавливает нужное значение
"Шаг вперед, является следствием пинка в зад" (с)

В настройках Mach3 стоит Distance Mode - Absolute, IJ Mode - Inc.
Альфакамовский файл (делал не я) при этом обрабатывается нормально, а Павермилловский почему-то нет
Попробуйте вернуть в постпроцессор G54, или хотя бы слелайте формат программы , как в AlphaCam , если он работает нормально
%
( NC FILE : PowerMill)
( DATE: 13.07.16 & TIME: 23:00:22)
( PMPost VERSION : 6.5.3343.0)
( MACHINE TOOL : ---& MODEL : ---)
( CONTROLLER : Fanuc& SERIES : ---)
( OPTION FILE : SSA_3Axe)
( OUTPUT WP : placement)
( OUTPUT UNITS : MM)
G0G90
(=======================)
( TOOLPATH : 4)
( STRATEGY USED : Curve_profile)
( TOOLPATH WP : placement)
(=======================)
( TOOL TYPE : TAPERTIPPED)
( TOOL NAME : Conus3x8)
( TOOL DIA.: 3 ; TIP RAD.: 0.5 & LENGTH : 40)
G0X51.308Y-19.545
G43Z10.H5
Z5.
G1Z-.6F15
X53.081Y-16.477F50
G3G17X53.081Y-13.523I-2.622J1.477
G1X51.322Y-10.477
G3X48.765Y-9.001I-2.59J-1.533
G1X45.247
G3X42.69Y-10.477I.032J-3.009
G1X40.931Y-13.523
G3X40.931Y-16.477I2.622J-1.477
G1X42.69Y-19.523
G3X45.247Y-20.999I2.59J1.533
G1X48.765
G3X51.308Y-19.545I-.03J3.005
G0Z9.4
G1X51.336Y-22.5
G0Z4.4
G1Z-.6F15
G3X48.765Y-21.001I-2.604J-1.511F50
G1X45.247
G3X42.69Y-22.477I.032J-3.009
G1X40.931Y-25.523
G3X40.931Y-28.477I2.622J-1.477
G1X42.69Y-31.523
G3X45.247Y-32.999I2.59J1.533
G1X48.765
G3X51.322Y-31.523I-.032J3.009
G1X53.081Y-28.477
G3X53.081Y-25.523I-2.622J1.477
G1X51.336Y-22.5
G0Z9.4
G1X61.7Y-25.545
G0Z4.4
G1Z-.6F15
X63.473Y-22.477F50
G3X63.473Y-19.523I-2.622J1.477
G1X61.715Y-16.477
G3X59.157Y-15.001I-2.59J-1.533
G1X55.64
G3X53.082Y-16.477I.032J-3.009
G1X51.323Y-19.523
G3X51.323Y-22.477I2.622J-1.477
G1X53.082Y-25.523
G3X55.64Y-26.999I2.59J1.533
G1X59.157
G3X61.7Y-25.545I-.03J3.005
G0Z9.4
G1X53.096Y-28.455
G0Z4.4
G1Z-.6F15
X51.323Y-31.523F50
G3X51.323Y-34.477I2.622J-1.477
G1X53.082Y-37.523
G3X55.64Y-38.999I2.59J1.533
G1X59.157
G3X61.715Y-37.523I-.032J3.009
G1X63.473Y-34.477
G3X63.473Y-31.523I-2.622J1.477
G1X61.715Y-28.477
G3X59.157Y-27.001I-2.59J-1.533
G1X55.64
G3X53.096Y-28.455I.03J-3.005
G0Z9.4
G1X40.943Y-28.5
G0Z4.4
G1Z-.6F15
G3X38.372Y-27.001I-2.604J-1.511F50
G1X34.855
G3X32.297Y-28.477I.032J-3.009
G1X30.539Y-31.523
G3X30.539Y-34.477I2.622J-1.477
G1X32.297Y-37.523
G3X34.855Y-38.999I2.59J1.533
G1X38.372
G3X40.93Y-37.523I-.032J3.009
G1X42.689Y-34.477
G3X42.689Y-31.523I-2.622J1.477
G1X40.943Y-28.5
G0Z9.4
G1X42.676Y-22.5
G0Z4.4
G1Z-.6F15
G3X42.689Y-19.523I-2.61J1.5F50
G1X40.93Y-16.477
G3X38.372Y-15.001I-2.59J-1.533
G1X34.855
G3X32.297Y-16.477I.032J-3.009
G1X30.539Y-19.523
G3X30.539Y-22.477I2.622J-1.477
G1X32.297Y-25.523
G3X34.855Y-26.999I2.59J1.533
G1X38.372
G3X40.93Y-25.523I-.032J3.009
G1X42.676Y-22.5
G0Z9.4
G1Y-10.5
G0Z4.4
G1Z-.6F15
G3X42.689Y-7.523I-2.61J1.5F50
G1X40.93Y-4.477
G3X38.372Y-3.001I-2.59J-1.533
G1X34.855
G3X32.297Y-4.477I.032J-3.009
G1X30.539Y-7.523
G3X30.539Y-10.477I2.622J-1.477
G1X32.297Y-13.523
G3X34.855Y-14.999I2.59J1.533
G1X38.372
G3X40.93Y-13.523I-.032J3.009
G1X42.676Y-10.5
G0Z9.4
G1X51.308Y-7.545
G0Z4.4
G1Z-.6F15
X53.081Y-4.477F50
G3X53.081Y-1.523I-2.622J1.477
G1X51.322Y1.523
G3X48.765Y2.999I-2.59J-1.533
G1X45.247
G3X42.69Y1.523I.032J-3.009
G1X40.931Y-1.523
G3X40.931Y-4.477I2.622J-1.477
G1X42.69Y-7.523
G3X45.247Y-8.999I2.59J1.533
G1X48.765
G3X51.308Y-7.545I-.03J3.005
G0Z9.4
G1X61.7Y-13.545
G0Z4.4
G1Z-.6F15
X63.473Y-10.477F50
G3X63.473Y-7.523I-2.622J1.477
G1X61.715Y-4.477
G3X59.157Y-3.001I-2.59J-1.533
G1X55.64
G3X53.082Y-4.477I.032J-3.009
G1X51.323Y-7.523
G3X51.323Y-10.477I2.622J-1.477
G1X53.082Y-13.523
G3X55.64Y-14.999I2.59J1.533
G1X59.157
G3X61.7Y-13.545I-.03J3.005
G0Z9.4
G1Y-1.545
G0Z4.4
G1Z-.6F15
X63.473Y1.523F50
G3X63.473Y4.477I-2.622J1.477
G1X61.715Y7.523
G3X59.157Y8.999I-2.59J-1.533
G1X55.64
G3X53.082Y7.523I.032J-3.009
G1X51.323Y4.477
G3X51.323Y1.523I2.622J-1.477
G1X53.082Y-1.523
G3X55.64Y-2.999I2.59J1.533
G1X59.157
G3X61.7Y-1.545I-.03J3.005
G0Z9.4
G1Y10.455
G0Z4.4
G1Z-.6F15
X63.473Y13.523F50
G3X63.473Y16.477I-2.622J1.477
G1X61.715Y19.523
G3X59.157Y20.999I-2.59J-1.533
G1X55.64
G3X53.082Y19.523I.032J-3.009
G1X51.323Y16.477
G3X51.323Y13.523I2.622J-1.477
G1X53.082Y10.477
G3X55.64Y9.001I2.59J1.533
G1X59.157
G3X61.7Y10.455I-.03J3.005
G0Z9.4
G1Y22.455
G0Z4.4
G1Z-.6F15
X63.473Y25.523F50
G3X63.473Y28.477I-2.622J1.477
G1X61.715Y31.523
G3X59.157Y32.999I-2.59J-1.533
G1X55.64
G3X53.082Y31.523I.032J-3.009
G1X51.323Y28.477
G3X51.323Y25.523I2.622J-1.477
G1X53.082Y22.477
G3X55.64Y21.001I2.59J1.533
G1X59.157
G3X61.7Y22.455I-.03J3.005
G0Z9.4
G1X51.308Y28.455
G0Z4.4
G1Z-.6F15
X53.081Y31.523F50
G3X53.081Y34.477I-2.622J1.477
G1X51.322Y37.523
G3X48.765Y38.999I-2.59J-1.533
G1X45.247
G3X42.69Y37.523I.032J-3.009
G1X40.931Y34.477
G3X40.931Y31.523I2.622J-1.477
G1X42.69Y28.477
G3X45.247Y27.001I2.59J1.533
G1X48.765
G3X51.308Y28.455I-.03J3.005
G0Z9.4
G1X42.676Y25.5
G0Z4.4
G1Z-.6F15
G3X42.689Y28.477I-2.61J1.5F50
G1X40.93Y31.523
G3X38.372Y32.999I-2.59J-1.533
G1X34.855
G3X32.297Y31.523I.032J-3.009
G1X30.539Y28.477
G3X30.539Y25.523I2.622J-1.477
G1X32.297Y22.477
G3X34.855Y21.001I2.59J1.533
G1X38.372
G3X40.93Y22.477I-.032J3.009
G1X42.676Y25.5
G0Z9.4
G1Y13.5
G0Z4.4
G1Z-.6F15
G3X42.689Y16.477I-2.61J1.5F50
G1X40.93Y19.523
G3X38.372Y20.999I-2.59J-1.533
G1X34.855
G3X32.297Y19.523I.032J-3.009
G1X30.539Y16.477
G3X30.539Y13.523I2.622J-1.477
G1X32.297Y10.477
G3X34.855Y9.001I2.59J1.533
G1X38.372
G3X40.93Y10.477I-.032J3.009
G1X42.676Y13.5
G0Z9.4
G1X51.308Y16.455
G0Z4.4
G1Z-.6F15
X53.081Y19.523F50
G3X53.081Y22.477I-2.622J1.477
G1X51.322Y25.523
G3X48.765Y26.999I-2.59J-1.533
G1X45.247
G3X42.69Y25.523I.032J-3.009
G1X40.931Y22.477
G3X40.931Y19.523I2.622J-1.477
G1X42.69Y16.477
G3X45.247Y15.001I2.59J1.533
G1X48.765
G3X51.308Y16.455I-.03J3.005
G0Z9.4
G1Y4.455
G0Z4.4
G1Z-.6F15
X53.081Y7.523F50
G3X53.081Y10.477I-2.622J1.477
G1X51.322Y13.523
G3X48.765Y14.999I-2.59J-1.533
G1X45.247
G3X42.69Y13.523I.032J-3.009
G1X40.931Y10.477
G3X40.931Y7.523I2.622J-1.477
G1X42.69Y4.477
G3X45.247Y3.001I2.59J1.533
G1X48.765
G3X51.308Y4.455I-.03J3.005
G0Z9.4
G1X42.676Y1.5
G0Z4.4
G1Z-.6F15
G3X42.689Y4.477I-2.61J1.5F50
G1X40.93Y7.523
G3X38.372Y8.999I-2.59J-1.533
G1X34.855
G3X32.297Y7.523I.032J-3.009
G1X30.539Y4.477
G3X30.539Y1.523I2.622J-1.477
G1X32.297Y-1.523
G3X34.855Y-2.999I2.59J1.533
G1X38.372
G3X40.93Y-1.523I-.032J3.009
G1X42.676Y1.5
G0Z9.4
G1X30.523Y4.455
G0Z4.4
G1Z-.6F15
X32.296Y7.523F50
G3X32.296Y10.477I-2.622J1.477
G1X30.538Y13.523
G3X27.98Y14.999I-2.59J-1.533
G1X24.463
G3X21.905Y13.523I.032J-3.009
G1X20.146Y10.477
G3X20.146Y7.523I2.622J-1.477
G1X21.905Y4.477
G3X24.463Y3.001I2.59J1.533
G1X27.98
G3X30.523Y4.455I-.03J3.005
G0Z9.4
G1X21.891Y1.5
G0Z4.4
G1Z-.6F15
G3X21.904Y4.477I-2.61J1.5F50
G1X20.145Y7.523
G3X17.588Y8.999I-2.59J-1.533
G1X14.07
G3X11.513Y7.523I.032J-3.009
G1X9.754Y4.477
G3X9.754Y1.523I2.622J-1.477
G1X11.513Y-1.523
G3X14.07Y-2.999I2.59J1.533
G1X17.588
G3X20.145Y-1.523I-.032J3.009
G1X21.891Y1.5
G0Z9.4
G1Y13.5
G0Z4.4
G1Z-.6F15
G3X21.904Y16.477I-2.61J1.5F50
G1X20.145Y19.523
G3X17.588Y20.999I-2.59J-1.533
G1X14.07
G3X11.513Y19.523I.032J-3.009
G1X9.754Y16.477
G3X9.754Y13.523I2.622J-1.477
G1X11.513Y10.477
G3X14.07Y9.001I2.59J1.533
G1X17.588
G3X20.145Y10.477I-.032J3.009
G1X21.891Y13.5
G0Z9.4
G1X30.523Y16.455
G0Z4.4
G1Z-.6F15
X32.296Y19.523F50
G3X32.296Y22.477I-2.622J1.477
G1X30.538Y25.523
G3X27.98Y26.999I-2.59J-1.533
G1X24.463
G3X21.905Y25.523I.032J-3.009
G1X20.146Y22.477
G3X20.146Y19.523I2.622J-1.477
G1X21.905Y16.477
G3X24.463Y15.001I2.59J1.533
G1X27.98
G3X30.523Y16.455I-.03J3.005
G0Z9.4
G1Y28.455
G0Z4.4
G1Z-.6F15
X32.296Y31.523F50
G3X32.296Y34.477I-2.622J1.477
G1X30.538Y37.523
G3X27.98Y38.999I-2.59J-1.533
G1X24.463
G3X21.905Y37.523I.032J-3.009
G1X20.146Y34.477
G3X20.146Y31.523I2.622J-1.477
G1X21.905Y28.477
G3X24.463Y27.001I2.59J1.533
G1X27.98
G3X30.523Y28.455I-.03J3.005
G0Z9.4
G1X21.891Y25.5
G0Z4.4
G1Z-.6F15
G3X21.904Y28.477I-2.61J1.5F50
G1X20.145Y31.523
G3X17.588Y32.999I-2.59J-1.533
G1X14.07
G3X11.513Y31.523I.032J-3.009
G1X9.754Y28.477
G3X9.754Y25.523I2.622J-1.477
G1X11.513Y22.477
G3X14.07Y21.001I2.59J1.533
G1X17.588
G3X20.145Y22.477I-.032J3.009
G1X21.891Y25.5
G0Z9.4
G1X9.739Y28.455
G0Z4.4
G1Z-.6F15
X11.512Y31.523F50
G3X11.512Y34.477I-2.622J1.477
G1X9.753Y37.523
G3X7.195Y38.999I-2.59J-1.533
G1X3.678
G3X1.12Y37.523I.032J-3.009
G1X-.638Y34.477
G3X-.638Y31.523I2.622J-1.477
G1X1.12Y28.477
G3X3.678Y27.001I2.59J1.533
G1X7.195
G3X9.739Y28.455I-.03J3.005
G0Z9.4
G1Y16.455
G0Z4.4
G1Z-.6F15
X11.512Y19.523F50
G3X11.512Y22.477I-2.622J1.477
G1X9.753Y25.523
G3X7.195Y26.999I-2.59J-1.533
G1X3.678
G3X1.12Y25.523I.032J-3.009
G1X-.638Y22.477
G3X-.638Y19.523I2.622J-1.477
G1X1.12Y16.477
G3X3.678Y15.001I2.59J1.533
G1X7.195
G3X9.739Y16.455I-.03J3.005
G0Z9.4
G1X1.106Y13.5
G0Z4.4
G1Z-.6F15
G3X1.119Y16.477I-2.61J1.5F50
G1X-.639Y19.523
G3X-3.197Y20.999I-2.59J-1.533
G1X-6.714
G3X-9.272Y19.523I.032J-3.009
G1X-11.03Y16.477
G3X-11.03Y13.523I2.622J-1.477
G1X-9.272Y10.477
G3X-6.714Y9.001I2.59J1.533
G1X-3.197
G3X-.639Y10.477I-.032J3.009
G1X1.106Y13.5
G0Z9.4
G1Y25.5
G0Z4.4
G1Z-.6F15
G3X1.119Y28.477I-2.61J1.5F50
G1X-.639Y31.523
G3X-3.197Y32.999I-2.59J-1.533
G1X-6.714
G3X-9.272Y31.523I.032J-3.009
G1X-11.03Y28.477
G3X-11.03Y25.523I2.622J-1.477
G1X-9.272Y22.477
G3X-6.714Y21.001I2.59J1.533
G1X-3.197
G3X-.639Y22.477I-.032J3.009
G1X1.106Y25.5
G0Z9.4
G1X-11.046Y28.455
G0Z4.4
G1Z-.6F15
X-9.273Y31.523F50
G3X-9.273Y34.477I-2.622J1.477
G1X-11.032Y37.523
G3X-13.589Y38.999I-2.59J-1.533
G1X-17.106
G3X-19.664Y37.523I.032J-3.009
G1X-21.423Y34.477
G3X-21.423Y31.523I2.622J-1.477
G1X-19.664Y28.477
G3X-17.106Y27.001I2.59J1.533
G1X-13.589
G3X-11.046Y28.455I-.03J3.005
G0Z9.4
G1X-19.678Y25.5
G0Z4.4
G1Z-.6F15
G3X-19.665Y28.477I-2.61J1.5F50
G1X-21.424Y31.523
G3X-23.982Y32.999I-2.59J-1.533
G1X-27.499
G3X-30.056Y31.523I.032J-3.009
G1X-31.815Y28.477
G3X-31.815Y25.523I2.622J-1.477
G1X-30.056Y22.477
G3X-27.499Y21.001I2.59J1.533
G1X-23.982
G3X-21.424Y22.477I-.032J3.009
G1X-19.678Y25.5
G0Z9.4
G1Y13.5
G0Z4.4
G1Z-.6F15
G3X-19.665Y16.477I-2.61J1.5F50
G1X-21.424Y19.523
G3X-23.982Y20.999I-2.59J-1.533
G1X-27.499
G3X-30.056Y19.523I.032J-3.009
G1X-31.815Y16.477
G3X-31.815Y13.523I2.622J-1.477
G1X-30.056Y10.477
G3X-27.499Y9.001I2.59J1.533
G1X-23.982
G3X-21.424Y10.477I-.032J3.009
G1X-19.678Y13.5
G0Z9.4
G1X-11.046Y16.455
G0Z4.4
G1Z-.6F15
X-9.273Y19.523F50
G3X-9.273Y22.477I-2.622J1.477
G1X-11.032Y25.523
G3X-13.589Y26.999I-2.59J-1.533
G1X-17.106
G3X-19.664Y25.523I.032J-3.009
G1X-21.423Y22.477
G3X-21.423Y19.523I2.622J-1.477
G1X-19.664Y16.477
G3X-17.106Y15.001I2.59J1.533
G1X-13.589
G3X-11.046Y16.455I-.03J3.005
G0Z9.4
G1Y4.455
G0Z4.4
G1Z-.6F15
X-9.273Y7.523F50
G3X-9.273Y10.477I-2.622J1.477
G1X-11.032Y13.523
G3X-13.589Y14.999I-2.59J-1.533
G1X-17.106
G3X-19.664Y13.523I.032J-3.009
G1X-21.423Y10.477
G3X-21.423Y7.523I2.622J-1.477
G1X-19.664Y4.477
G3X-17.106Y3.001I2.59J1.533
G1X-13.589
G3X-11.046Y4.455I-.03J3.005
G0Z9.4
G1Y-7.545
G0Z4.4
G1Z-.6F15
X-9.273Y-4.477F50
G3X-9.273Y-1.523I-2.622J1.477
G1X-11.032Y1.523
G3X-13.589Y2.999I-2.59J-1.533
G1X-17.106
G3X-19.664Y1.523I.032J-3.009
G1X-21.423Y-1.523
G3X-21.423Y-4.477I2.622J-1.477
G1X-19.664Y-7.523
G3X-17.106Y-8.999I2.59J1.533
G1X-13.589
G3X-11.046Y-7.545I-.03J3.005
G0Z9.4
G1X-19.678Y-10.5
G0Z4.4
G1Z-.6F15
G3X-19.665Y-7.523I-2.61J1.5F50
G1X-21.424Y-4.477
G3X-23.982Y-3.001I-2.59J-1.533
G1X-27.499
G3X-30.056Y-4.477I.032J-3.009
G1X-31.815Y-7.523
G3X-31.815Y-10.477I2.622J-1.477
G1X-30.056Y-13.523
G3X-27.499Y-14.999I2.59J1.533
G1X-23.982
G3X-21.424Y-13.523I-.032J3.009
G1X-19.678Y-10.5
G0Z9.4
G1Y1.5
G0Z4.4
G1Z-.6F15
G3X-19.665Y4.477I-2.61J1.5F50
G1X-21.424Y7.523
G3X-23.982Y8.999I-2.59J-1.533
G1X-27.499
G3X-30.056Y7.523I.032J-3.009
G1X-31.815Y4.477
G3X-31.815Y1.523I2.622J-1.477
G1X-30.056Y-1.523
G3X-27.499Y-2.999I2.59J1.533
G1X-23.982
G3X-21.424Y-1.523I-.032J3.009
G1X-19.678Y1.5
G0Z9.4
G1X-31.83Y4.455
G0Z4.4
G1Z-.6F15
X-30.058Y7.523F50
G3X-30.058Y10.477I-2.622J1.477
G1X-31.816Y13.523
G3X-34.374Y14.999I-2.59J-1.533
G1X-37.891
G3X-40.449Y13.523I.032J-3.009
G1X-42.207Y10.477
G3X-42.207Y7.523I2.622J-1.477
G1X-40.449Y4.477
G3X-37.891Y3.001I2.59J1.533
G1X-34.374
G3X-31.83Y4.455I-.03J3.005
G0Z9.4
G1X-42.223Y22.455
G0Z4.4
G1Z-.6F15
X-40.45Y25.523F50
G3X-40.45Y28.477I-2.622J1.477
G1X-42.209Y31.523
G3X-44.766Y32.999I-2.59J-1.533
G1X-48.283
G3X-50.841Y31.523I.032J-3.009
G1X-52.6Y28.477
G3X-52.6Y25.523I2.622J-1.477
G1X-50.841Y22.477
G3X-48.283Y21.001I2.59J1.533
G1X-44.766
G3X-42.223Y22.455I-.03J3.005
G0Z9.4
G1X-42.194Y22.5
G0Z4.4
G1Z-.6F15
G3X-42.207Y19.523I2.61J-1.5F50
G1X-40.449Y16.477
G3X-37.891Y15.001I2.59J1.533
G1X-34.374
G3X-31.816Y16.477I-.032J3.009
G1X-30.058Y19.523
G3X-30.058Y22.477I-2.622J1.477
G1X-31.816Y25.523
G3X-34.374Y26.999I-2.59J-1.533
G1X-37.891
G3X-40.449Y25.523I.032J-3.009
G1X-42.194Y22.5
G0Z9.4
G1X-40.462Y28.5
G0Z4.4
G1Z-.6F15
G3X-37.891Y27.001I2.604J1.511F50
G1X-34.374
G3X-31.816Y28.477I-.032J3.009
G1X-30.058Y31.523
G3X-30.058Y34.477I-2.622J1.477
G1X-31.816Y37.523
G3X-34.374Y38.999I-2.59J-1.533
G1X-37.891
G3X-40.449Y37.523I.032J-3.009
G1X-42.207Y34.477
G3X-42.207Y31.523I2.622J-1.477
G1X-40.462Y28.5
G0Z9.4
G1X-48.257Y21.
G0Z4.4
G1Z-.6F15
G3X-50.841Y19.523I.006J-3.01F50
G1X-52.6Y16.477
G3X-52.6Y13.523I2.622J-1.477
G1X-50.841Y10.477
G3X-48.283Y9.001I2.59J1.533
G1X-44.766
G3X-42.209Y10.477I-.032J3.009
G1X-40.45Y13.523
G3X-40.45Y16.477I-2.622J1.477
G1X-42.209Y19.523
G3X-44.766Y20.999I-2.59J-1.533
G1X-48.257Y21.
G0Z9.4
G1X-52.615Y28.455
G0Z4.4
G1Z-.6F15
X-50.842Y31.523F50
G3X-50.842Y34.477I-2.622J1.477
G1X-52.601Y37.523
G3X-55.159Y38.999I-2.59J-1.533
G1X-58.676
G3X-61.233Y37.523I.032J-3.009
G1X-62.992Y34.477
G3X-62.992Y31.523I2.622J-1.477
G1X-61.233Y28.477
G3X-58.676Y27.001I2.59J1.533
G1X-55.159
G3X-52.615Y28.455I-.03J3.005
G0Z9.4
G1X-61.219Y25.545
G0Z4.4
G1Z-.6F15
X-62.992Y22.477F50
G3X-62.992Y19.523I2.622J-1.477
G1X-61.233Y16.477
G3X-58.676Y15.001I2.59J1.533
G1X-55.159
G3X-52.601Y16.477I-.032J3.009
G1X-50.842Y19.523
G3X-50.842Y22.477I-2.622J1.477
G1X-52.601Y25.523
G3X-55.159Y26.999I-2.59J-1.533
G1X-58.676
G3X-61.219Y25.545I.03J-3.005
G0Z9.4
G1X-52.615Y4.455
G0Z4.4
G1Z-.6F15
X-50.842Y7.523F50
G3X-50.842Y10.477I-2.622J1.477
G1X-52.601Y13.523
G3X-55.159Y14.999I-2.59J-1.533
G1X-58.676
G3X-61.233Y13.523I.032J-3.009
G1X-62.992Y10.477
G3X-62.992Y7.523I2.622J-1.477
G1X-61.233Y4.477
G3X-58.676Y3.001I2.59J1.533
G1X-55.159
G3X-52.615Y4.455I-.03J3.005
G0Z9.4
G1X-40.463Y1.5
G0Z4.4
G1Z-.6F15
G3X-40.45Y4.477I-2.61J1.5F50
G1X-42.209Y7.523
G3X-44.766Y8.999I-2.59J-1.533
G1X-48.283
G3X-50.841Y7.523I.032J-3.009
G1X-52.6Y4.477
G3X-52.6Y1.523I2.622J-1.477
G1X-50.841Y-1.523
G3X-48.283Y-2.999I2.59J1.533
G1X-44.766
G3X-42.209Y-1.523I-.032J3.009
G1X-40.463Y1.5
G0Z9.4
G1X-52.615Y-7.545
G0Z4.4
G1Z-.6F15
X-50.842Y-4.477F50
G3X-50.842Y-1.523I-2.622J1.477
G1X-52.601Y1.523
G3X-55.159Y2.999I-2.59J-1.533
G1X-58.676
G3X-61.233Y1.523I.032J-3.009
G1X-62.992Y-1.523
G3X-62.992Y-4.477I2.622J-1.477
G1X-61.233Y-7.523
G3X-58.676Y-8.999I2.59J1.533
G1X-55.159
G3X-52.615Y-7.545I-.03J3.005
G0Z9.4
G1Y-19.545
G0Z4.4
G1Z-.6F15
X-50.842Y-16.477F50
G3X-50.842Y-13.523I-2.622J1.477
G1X-52.601Y-10.477
G3X-55.159Y-9.001I-2.59J-1.533
G1X-58.676
G3X-61.233Y-10.477I.032J-3.009
G1X-62.992Y-13.523
G3X-62.992Y-16.477I2.622J-1.477
G1X-61.233Y-19.523
G3X-58.676Y-20.999I2.59J1.533
G1X-55.159
G3X-52.615Y-19.545I-.03J3.005
G0Z9.4
G1X-52.587Y-22.5
G0Z4.4
G1Z-.6F15
G3X-55.159Y-21.001I-2.604J-1.511F50
G1X-58.676
G3X-61.233Y-22.477I.032J-3.009
G1X-62.992Y-25.523
G3X-62.992Y-28.477I2.622J-1.477
G1X-61.233Y-31.523
G3X-58.676Y-32.999I2.59J1.533
G1X-55.159
G3X-52.601Y-31.523I-.032J3.009
G1X-50.842Y-28.477
G3X-50.842Y-25.523I-2.622J1.477
G1X-52.587Y-22.5
G0Z9.4
G1X-42.195Y-28.5
G0Z4.4
G1Z-.6F15
G3X-44.766Y-27.001I-2.604J-1.511F50
G1X-48.283
G3X-50.841Y-28.477I.032J-3.009
G1X-52.6Y-31.523
G3X-52.6Y-34.477I2.622J-1.477
G1X-50.841Y-37.523
G3X-48.283Y-38.999I2.59J1.533
G1X-44.766
G3X-42.209Y-37.523I-.032J3.009
G1X-40.45Y-34.477
G3X-40.45Y-31.523I-2.622J1.477
G1X-42.195Y-28.5
G0Z9.4
G1X-40.463Y-22.5
G0Z4.4
G1Z-.6F15
G3X-40.45Y-19.523I-2.61J1.5F50
G1X-42.209Y-16.477
G3X-44.766Y-15.001I-2.59J-1.533
G1X-48.283
G3X-50.841Y-16.477I.032J-3.009
G1X-52.6Y-19.523
G3X-52.6Y-22.477I2.622J-1.477
G1X-50.841Y-25.523
G3X-48.283Y-26.999I2.59J1.533
G1X-44.766
G3X-42.209Y-25.523I-.032J3.009
G1X-40.463Y-22.5
G0Z9.4
G1Y-10.5
G0Z4.4
G1Z-.6F15
G3X-40.45Y-7.523I-2.61J1.5F50
G1X-42.209Y-4.477
G3X-44.766Y-3.001I-2.59J-1.533
G1X-48.283
G3X-50.841Y-4.477I.032J-3.009
G1X-52.6Y-7.523
G3X-52.6Y-10.477I2.622J-1.477
G1X-50.841Y-13.523
G3X-48.283Y-14.999I2.59J1.533
G1X-44.766
G3X-42.209Y-13.523I-.032J3.009
G1X-40.463Y-10.5
G0Z9.4
G1X-31.83Y-7.545
G0Z4.4
G1Z-.6F15
X-30.058Y-4.477F50
G3X-30.058Y-1.523I-2.622J1.477
G1X-31.816Y1.523
G3X-34.374Y2.999I-2.59J-1.533
G1X-37.891
G3X-40.449Y1.523I.032J-3.009
G1X-42.207Y-1.523
G3X-42.207Y-4.477I2.622J-1.477
G1X-40.449Y-7.523
G3X-37.891Y-8.999I2.59J1.533
G1X-34.374
G3X-31.83Y-7.545I-.03J3.005
G0Z9.4
G1Y-19.545
G0Z4.4
G1Z-.6F15
X-30.058Y-16.477F50
G3X-30.058Y-13.523I-2.622J1.477
G1X-31.816Y-10.477
G3X-34.374Y-9.001I-2.59J-1.533
G1X-37.891
G3X-40.449Y-10.477I.032J-3.009
G1X-42.207Y-13.523
G3X-42.207Y-16.477I2.622J-1.477
G1X-40.449Y-19.523
G3X-37.891Y-20.999I2.59J1.533
G1X-34.374
G3X-31.83Y-19.545I-.03J3.005
G0Z9.4
G1X-31.803Y-22.5
G0Z4.4
G1Z-.6F15
G3X-34.374Y-21.001I-2.604J-1.511F50
G1X-37.891
G3X-40.449Y-22.477I.032J-3.009
G1X-42.207Y-25.523
G3X-42.207Y-28.477I2.622J-1.477
G1X-40.449Y-31.523
G3X-37.891Y-32.999I2.59J1.533
G1X-34.374
G3X-31.816Y-31.523I-.032J3.009
G1X-30.058Y-28.477
G3X-30.058Y-25.523I-2.622J1.477
G1X-31.803Y-22.5
G0Z9.4
G1X-21.41Y-28.5
G0Z4.4
G1Z-.6F15
G3X-23.982Y-27.001I-2.604J-1.511F50
G1X-27.499
G3X-30.056Y-28.477I.032J-3.009
G1X-31.815Y-31.523
G3X-31.815Y-34.477I2.622J-1.477
G1X-30.056Y-37.523
G3X-27.499Y-38.999I2.59J1.533
G1X-23.982
G3X-21.424Y-37.523I-.032J3.009
G1X-19.665Y-34.477
G3X-19.665Y-31.523I-2.622J1.477
G1X-21.41Y-28.5
G0Z9.4
G1X-19.678Y-22.5
G0Z4.4
G1Z-.6F15
G3X-19.665Y-19.523I-2.61J1.5F50
G1X-21.424Y-16.477
G3X-23.982Y-15.001I-2.59J-1.533
G1X-27.499
G3X-30.056Y-16.477I.032J-3.009
G1X-31.815Y-19.523
G3X-31.815Y-22.477I2.622J-1.477
G1X-30.056Y-25.523
G3X-27.499Y-26.999I2.59J1.533
G1X-23.982
G3X-21.424Y-25.523I-.032J3.009
G1X-19.678Y-22.5
G0Z9.4
G1X-11.046Y-19.545
G0Z4.4
G1Z-.6F15
X-9.273Y-16.477F50
G3X-9.273Y-13.523I-2.622J1.477
G1X-11.032Y-10.477
G3X-13.589Y-9.001I-2.59J-1.533
G1X-17.106
G3X-19.664Y-10.477I.032J-3.009
G1X-21.423Y-13.523
G3X-21.423Y-16.477I2.622J-1.477
G1X-19.664Y-19.523
G3X-17.106Y-20.999I2.59J1.533
G1X-13.589
G3X-11.046Y-19.545I-.03J3.005
G0Z9.4
G1X-11.018Y-22.5
G0Z4.4
G1Z-.6F15
G3X-13.589Y-21.001I-2.604J-1.511F50
G1X-17.106
G3X-19.664Y-22.477I.032J-3.009
G1X-21.423Y-25.523
G3X-21.423Y-28.477I2.622J-1.477
G1X-19.664Y-31.523
G3X-17.106Y-32.999I2.59J1.533
G1X-13.589
G3X-11.032Y-31.523I-.032J3.009
G1X-9.273Y-28.477
G3X-9.273Y-25.523I-2.622J1.477
G1X-11.018Y-22.5
G0Z9.4
G1X-.626Y-28.5
G0Z4.4
G1Z-.6F15
G3X-3.197Y-27.001I-2.604J-1.511F50
G1X-6.714
G3X-9.272Y-28.477I.032J-3.009
G1X-11.03Y-31.523
G3X-11.03Y-34.477I2.622J-1.477
G1X-9.272Y-37.523
G3X-6.714Y-38.999I2.59J1.533
G1X-3.197
G3X-.639Y-37.523I-.032J3.009
G1X1.119Y-34.477
G3X1.119Y-31.523I-2.622J1.477
G1X-.626Y-28.5
G0Z9.4
G1X1.106Y-22.5
G0Z4.4
G1Z-.6F15
G3X1.119Y-19.523I-2.61J1.5F50
G1X-.639Y-16.477
G3X-3.197Y-15.001I-2.59J-1.533
G1X-6.714
G3X-9.272Y-16.477I.032J-3.009
G1X-11.03Y-19.523
G3X-11.03Y-22.477I2.622J-1.477
G1X-9.272Y-25.523
G3X-6.714Y-26.999I2.59J1.533
G1X-3.197
G3X-.639Y-25.523I-.032J3.009
G1X1.106Y-22.5
G0Z9.4
G1X9.739Y-19.545
G0Z4.4
G1Z-.6F15
X11.512Y-16.477F50
G3X11.512Y-13.523I-2.622J1.477
G1X9.753Y-10.477
G3X7.195Y-9.001I-2.59J-1.533
G1X3.678
G3X1.12Y-10.477I.032J-3.009
G1X-.638Y-13.523
G3X-.638Y-16.477I2.622J-1.477
G1X1.12Y-19.523
G3X3.678Y-20.999I2.59J1.533
G1X7.195
G3X9.739Y-19.545I-.03J3.005
G0Z9.4
G1X9.767Y-22.5
G0Z4.4
G1Z-.6F15
G3X7.195Y-21.001I-2.604J-1.511F50
G1X3.678
G3X1.12Y-22.477I.032J-3.009
G1X-.638Y-25.523
G3X-.638Y-28.477I2.622J-1.477
G1X1.12Y-31.523
G3X3.678Y-32.999I2.59J1.533
G1X7.195
G3X9.753Y-31.523I-.032J3.009
G1X11.512Y-28.477
G3X11.512Y-25.523I-2.622J1.477
G1X9.767Y-22.5
G0Z9.4
G1X20.159Y-28.5
G0Z4.4
G1Z-.6F15
G3X17.588Y-27.001I-2.604J-1.511F50
G1X14.07
G3X11.513Y-28.477I.032J-3.009
G1X9.754Y-31.523
G3X9.754Y-34.477I2.622J-1.477
G1X11.513Y-37.523
G3X14.07Y-38.999I2.59J1.533
G1X17.588
G3X20.145Y-37.523I-.032J3.009
G1X21.904Y-34.477
G3X21.904Y-31.523I-2.622J1.477
G1X20.159Y-28.5
G0Z9.4
G1X21.891Y-22.5
G0Z4.4
G1Z-.6F15
G3X21.904Y-19.523I-2.61J1.5F50
G1X20.145Y-16.477
G3X17.588Y-15.001I-2.59J-1.533
G1X14.07
G3X11.513Y-16.477I.032J-3.009
G1X9.754Y-19.523
G3X9.754Y-22.477I2.622J-1.477
G1X11.513Y-25.523
G3X14.07Y-26.999I2.59J1.533
G1X17.588
G3X20.145Y-25.523I-.032J3.009
G1X21.891Y-22.5
G0Z9.4
G1X30.551
G0Z4.4
G1Z-.6F15
G3X27.98Y-21.001I-2.604J-1.511F50
G1X24.463
G3X21.905Y-22.477I.032J-3.009
G1X20.146Y-25.523
G3X20.146Y-28.477I2.622J-1.477
G1X21.905Y-31.523
G3X24.463Y-32.999I2.59J1.533
G1X27.98
G3X30.538Y-31.523I-.032J3.009
G1X32.296Y-28.477
G3X32.296Y-25.523I-2.622J1.477
G1X30.551Y-22.5
G0Z9.4
G1X30.523Y-19.545
G0Z4.4
G1Z-.6F15
X32.296Y-16.477F50
G3X32.296Y-13.523I-2.622J1.477
G1X30.538Y-10.477
G3X27.98Y-9.001I-2.59J-1.533
G1X24.463
G3X21.905Y-10.477I.032J-3.009
G1X20.146Y-13.523
G3X20.146Y-16.477I2.622J-1.477
G1X21.905Y-19.523
G3X24.463Y-20.999I2.59J1.533
G1X27.98
G3X30.523Y-19.545I-.03J3.005
G0Z9.4
G1Y-7.545
G0Z4.4
G1Z-.6F15
X32.296Y-4.477F50
G3X32.296Y-1.523I-2.622J1.477
G1X30.538Y1.523
G3X27.98Y2.999I-2.59J-1.533
G1X24.463
G3X21.905Y1.523I.032J-3.009
G1X20.146Y-1.523
G3X20.146Y-4.477I2.622J-1.477
G1X21.905Y-7.523
G3X24.463Y-8.999I2.59J1.533
G1X27.98
G3X30.523Y-7.545I-.03J3.005
G0Z9.4
G1X21.891Y-10.5
G0Z4.4
G1Z-.6F15
G3X21.904Y-7.523I-2.61J1.5F50
G1X20.145Y-4.477
G3X17.588Y-3.001I-2.59J-1.533
G1X14.07
G3X11.513Y-4.477I.032J-3.009
G1X9.754Y-7.523
G3X9.754Y-10.477I2.622J-1.477
G1X11.513Y-13.523
G3X14.07Y-14.999I2.59J1.533
G1X17.588
G3X20.145Y-13.523I-.032J3.009
G1X21.891Y-10.5
G0Z9.4
G1X9.739Y-7.545
G0Z4.4
G1Z-.6F15
X11.512Y-4.477F50
G3X11.512Y-1.523I-2.622J1.477
G1X9.753Y1.523
G3X7.195Y2.999I-2.59J-1.533
G1X3.678
G3X1.12Y1.523I.032J-3.009
G1X-.638Y-1.523
G3X-.638Y-4.477I2.622J-1.477
G1X1.12Y-7.523
G3X3.678Y-8.999I2.59J1.533
G1X7.195
G3X9.739Y-7.545I-.03J3.005
G0Z9.4
G1X1.106Y-10.5
G0Z4.4
G1Z-.6F15
G3X1.119Y-7.523I-2.61J1.5F50
G1X-.639Y-4.477
G3X-3.197Y-3.001I-2.59J-1.533
G1X-6.714
G3X-9.272Y-4.477I.032J-3.009
G1X-11.03Y-7.523
G3X-11.03Y-10.477I2.622J-1.477
G1X-9.272Y-13.523
G3X-6.714Y-14.999I2.59J1.533
G1X-3.197
G3X-.639Y-13.523I-.032J3.009
G1X1.106Y-10.5
G0Z9.4
G1Y1.5
G0Z4.4
G1Z-.6F15
G3X1.119Y4.477I-2.61J1.5F50
G1X-.639Y7.523
G3X-3.197Y8.999I-2.59J-1.533
G1X-6.714
G3X-9.272Y7.523I.032J-3.009
G1X-11.03Y4.477
G3X-11.03Y1.523I2.622J-1.477
G1X-9.272Y-1.523
G3X-6.714Y-2.999I2.59J1.533
G1X-3.197
G3X-.639Y-1.523I-.032J3.009
G1X1.106Y1.5
G0Z9.4
G1X9.739Y4.455
G0Z4.4
G1Z-.6F15
X11.512Y7.523F50
G3X11.512Y10.477I-2.622J1.477
G1X9.753Y13.523
G3X7.195Y14.999I-2.59J-1.533
G1X3.678
G3X1.12Y13.523I.032J-3.009
G1X-.638Y10.477
G3X-.638Y7.523I2.622J-1.477
G1X1.12Y4.477
G3X3.678Y3.001I2.59J1.533
G1X7.195
G3X9.739Y4.455I-.03J3.005
G0Z10.
M5M30
%
А что у вас со скоростями. Тут состаришься пока он все обработает.
Всем здравствуйте.
Помогите, пожалуйста, разобраться с проблемой: купили полусамодельный 3-осевой станок под управлением Mach3, программы для него писались в Alphacam. Разобраться с наскоку с Альфакамом не получилось, поэтому решил УП делать в PowerMill.
Я нашёл и подредактировал постпроцессор (убрал G28, G49, G54, M3, M6), сделал программу, по которой была несколькими фрезами корректно отфрезерована заготовка, но на последнем этапе начались глюки - станок начинал обработку, а затем правильная ячеистая структура "разъезжалась" (на первом и втором фото загадочный первый запуск программы и его результаты, на третьем и четвёртом показан более продолжительный второй запуск, разъехавшийся примерно на 15-м шестиугольнике).В настройках Mach3 стоит Distance Mode - Absolute, IJ Mode - Inc.
Альфакамовский файл (делал не я) при этом обрабатывается нормально, а Павермилловский почему-то нет. Прилагаю их оба к сообщению.Где искать причину глюков?
Прогнал обе программы на своем станке. Все прошло идеально ровно. Только в Альфакам Z на финише полетела в небеса. А так все ровно.--https://yadi.sk/d/i3WMoxclta6cT. Проблема или станок или настройки МАЧа
Отредактировано vall0808 (24-07-2016 13:36:40)
Добрый день . У меня станок работает под NC , хочу перейти на Мач . Вопрос, что требуется для этого чтобы станок нормально работал. Программа Мач есть.Требуются ли какие то специальные установки для станка?
Добрый день . У меня станок работает под NC , хочу перейти на Мач . Вопрос, что требуется для этого чтобы станок нормально работал. Программа Мач есть.Требуются ли какие то специальные установки для станка?
Добрый день. У нас тоже была мысль перейти на Мач, но покопаясь в интернете поняли, что это головная боль, наших навыков и опыта не хватит. Оставили NC и благополучно работаем.
Ребят помогайте... ))) На станке ось X и A связаны (ось A slave) вчера закончил фрезеровку все нормально. Сегодня Refer All ось Z отрабатывает нормально а на X... стартует только один двигатель. При этом в ручном режиме нормально крутят оба двигателя. Подскажите где капать? Контроллер Пуерлоджик PLC330.
СМ-1500.
Ребят помогайте... ))) На станке ось X и A связаны (ось A slave) вчера закончил фрезеровку все нормально. Сегодня Refer All ось Z отрабатывает нормально а на X... стартует только один двигатель. При этом в ручном режиме нормально крутят оба двигателя. Подскажите где капать? Контроллер Пуерлоджик PLC330.
в настройках ищите настройки home, просмотрите ось А
в настройках ищите настройки home, просмотрите ось А
С этим разобрался... в генеральных настройках нашел (слетела галка) Теперь вылезла другая проблемма ось Z и X висят на одном пине, Z нормально находит дом. X едет к концевику, упирается в него и пытается двигаться дальше. И к тому же контроллер перестал видить один из пинов. Светодиод срабатывания концевика загорается а Mach на него не реагирует. Разнес на другие пины но все тоже самое.
Просто уже не знаю что и думать ((((
СМ-1500.
Просто уже не знаю что и думать ((((
Я бы не мучился , снес и установил по новой , если есть возможность ( предварительно сохранив настройки).
Я бы не мучился , снес и установил по новой , если есть возможность ( предварительно сохранив настройки).
ну в какой то мере так и сделал. Подменил старый файл настроек резервным. Пришлось правда потратить время на калибровку. Но все заработало )
У нас (мастерская в деревне периодически выключают электричество) вполне возможно что настройки слетели из-за этого. Но один пин Mach так и не видит. Хотя свето диод концевика срабатывает.
СМ-1500.
ну в какой то мере так и сделал. Подменил старый файл настроек резервным. Пришлось правда потратить время на калибровку. Но все заработало )
У нас (мастерская в деревне периодически выключают электричество) вполне возможно что настройки слетели из-за этого. Но один пин Mach так и не видит. Хотя свето диод концевика срабатывает.
Ставьте "бесперебойник" обязательно. Я один раз попал на отключение света , пришлось ПОЛНОСТЬЮ переустанавливать . Отключение света - это серьезно.
Здравствуйте.
Попытался загрузить в МАЧ 600 метровый файл. Он повис. Я перезагрузил компьютер, запускаю на резку маленькие файлы, но мач что попало делает, едет в разные стороны, причем по одной и той же траектории, как будто УП неправильная. Нашел, что настройки мотора поменялись, исправил, стало чуть лучше, но все равно не то. Я уже по всем настройкам пробежал, вроде все в порядке. Пины правильные. И движется он почти правильно. Главное выступ простой вырезаю, на дисплее правильно отображается, а фрезой рельеф выбирает, которого нет, где он берет его непонятно.
mach 3 usb
Не подскажите, куда еще можно глядеть?
Всегда делал рабочие копии, а это забыл. Есть полурабочая, попытаюсь с нее восстановить.
Спасибо за ответы.
А что у вас со скоростями. Тут состаришься пока он все обработает.
Скорости черепашьи из-за обвеса, который стоит на станке. Самому не нравится, но приходится пользоваться тем, что купили. В планах руководителя приобрести что-то более достойное.
Попробуйте вернуть в постпроцессор G54, или хотя бы слелайте формат программы , как в AlphaCam , если он работает нормально
Уже начал глючить и на альфакамовских программах(. Для собственного успокоения я подредактировал постпроцессор, чтобы сделать вывод координат не в сокращённом виде типа Z.6, а в полном формате Z0.6.
Прогнал обе программы на своем станке. Все прошло идеально ровно. Только в Альфакам Z на финише полетела в небеса. А так все ровно.--https://yadi.sk/d/i3WMoxclta6cT. Проблема или станок или настройки МАЧа
Судя по всему проблемы кроются в станке: настройки никто не менял, а станок по оси Y стал проезжать вместо положенного расстояние в несколько раз меньшее (например, вместо 80 мм станок перемещает стол на 10 мм) и пока выяснить причину не удаётся в связи с отсутствием квалифицированных специалистов-ремонтников.
Отредактировано shilka (14-08-2016 13:49:53)
Спасибо за ответы.
vall0808 написал(а):А что у вас со скоростями. Тут состаришься пока он все обработает.
Скорости черепашьи из-за обвеса, который стоит на станке. Самому не нравится, но приходится пользоваться тем, что купили. В планах руководителя приобрести что-то более достойное.
Ольга Максименко написал(а):Попробуйте вернуть в постпроцессор G54, или хотя бы слелайте формат программы , как в AlphaCam , если он работает нормально
Уже начал глючить и на альфакамовских программах(. Для собственного успокоения я подредактировал постпроцессор, чтобы сделать вывод координат не в сокращённом виде типа Z.6, а в полном формате Z0.6.
vall0808 написал(а):Прогнал обе программы на своем станке. Все прошло идеально ровно. Только в Альфакам Z на финише полетела в небеса. А так все ровно.--https://yadi.sk/d/i3WMoxclta6cT. Проблема или станок или настройки МАЧа
Судя по всему проблемы кроются в станке: настройки никто не менял, а станок по оси Y стал проезжать вместо положенного расстояние в несколько раз меньшее (например, вместо 80 мм станок перемещает стол на 10 мм) и пока выяснить причину не удаётся в связи с отсутствием квалифицированных специалистов-ремонтников.
Отредактировано shilka (Сегодня 20:49:53)
ШВП на всех осях одинаковые?
ШВП на всех осях одинаковые?
Да, одинаковые.
Сегодня перебрали швп, смазали всё по-новой и успешно отработали по моей программе деталь. Будем посмотреть дальше как покажет себя станок.
Да, одинаковые.
Сегодня перебрали швп, смазали всё по-новой и успешно отработали по моей программе деталь. Будем посмотреть дальше как покажет себя станок.
Все же рекомендую поменять ШВП и убрать все перекосы.
Отредактировано vall0808 (18-08-2016 00:30:33)

Вопрос. Какая команда заставляет крутиться поворотную ось постоянно при этом остальные оси должны двигаться по заданным координатам в Маче?

Вопрос. Какая команда заставляет крутиться поворотную ось постоянно при этом остальные оси должны двигаться по заданным координатам в Маче?
думаю такой команды нету .
как вариант поставить тумблер на оси А и коммутировать лпт или генератор. генератор собрать на микре 555 .
| Mach3 -3 часть | Программы для ЧПУ-фрезеров. | 27-03-2022 |
| Mach3 вопросы | Программы для ЧПУ-фрезеров. | 17-10-2023 |
| Вопрос по Арткаму к специалистам 8 | Все по ArtCAM | 04-11-2025 |
| RZNC-0501 руководство по эксплуатации | Станки с ЧПУ | 08-02-2020 |
| Подскажите новичку 3 | Лазерные станки | 09-01-2018 |
Вы здесь » Форум клана ЧПУшников » Программы для ЧПУ-фрезеров. » Mach3 -2часть
