vladavj
Явно что-то делаешь не так. У меня балясины норм получались.
На 1 стр. топика урок. по нему все сделай.
Попробуй без ограничивающих окружностей.
Ты даже вопрос не задал ни какой. Чем тебе помогать?
Вижу только траекторию в маче неправильную. В миле по Y фреза не двигается или так у тебя задумано?
У тебя разрешено фрезе по заготовке перемещаться? там где задаешь: обрабатывать от -50 до 50 (по всей заготовке поставь) и от 0* до 360*
А симуляция как проходит?
VisualMill - Осваиваем многоосевую обработку
Сообщений 501 страница 600 из 883
Поделиться50129-06-2014 19:32:00
Поделиться50229-06-2014 19:57:13
darksega написал(а):
vladavj
Явно что-то делаешь не так. У меня балясины норм получались.
На 1 стр. топика урок. по нему все сделай.
Попробуй без ограничивающих окружностей.
Ты даже вопрос не задал ни какой. Чем тебе помогать?
Вижу только траекторию в маче неправильную. В миле по Y фреза не двигается или так у тебя задумано?
У тебя разрешено фрезе по заготовке перемещаться? там где задаешь: обрабатывать от -50 до 50 (по всей заготовке поставь) и от 0* до 360*
А симуляция как проходит?
Фигурки и подобные элементы да, получаются отлично. Но к примеру мне нужно отрезать от болванки готовое изделие. Задаю - '4th axis profiling' в окне траектории отлично отображаются, симуляция тоже норм. Но когда генерируется код, режет как в маче отображается. Примерно та же самая проблема и при '4th axis roughing' когда траектория по кругу (не вдоль оси). В окне отображается нормально а в коде получается как на скрине. Т.е. все траектории параллельны друг другу на расстоянии 2,5 мм, но по коду видно что по Y идет постоянное смещение как бы по спирали (я выделил в красный квадрат - начинается от 1,64мм и идет до 2,5мм). Почему во вьюпорте и в симуляции все гуд и код генерит с глюками не понятно.
Поделиться50305-07-2014 14:45:41
- Местный

- Откуда: Севастополь
- Зарегистрирован: 29-03-2011
- Приглашений: 0
- Сообщений: 65
- Уважение: +30
- Позитив: +5
- Пол: Мужской
- Возраст: 35 [1990-04-28]
- Провел на форуме:
3 дня 3 часа - Последний визит:
19-06-2020 21:33:12
Деталь 870х150х150 ...и выдаёт вот так
ие цифры (((
Поделиться50414-07-2014 22:08:14
и какая версия удобнее rhinocam visualmill2009 или visualmill2012 для новичка?
Поделиться50515-07-2014 18:10:26
кто ни будь ответит почему работают только 3 оси, а не 4? visualmill6
Отредактировано djolegoleg (15-07-2014 18:11:08)
Поделиться50615-07-2014 20:21:26
djolegoleg
Телепаты в отпуске.
Для работы с 4 осью нужно выбирать обработку из вкладки Create -> 4 Axis -> ....
Поделиться50715-07-2014 21:05:20
darksega написал(а):
djolegoleg
Телепаты в отпуске.
Для работы с 4 осью нужно выбирать обработку из вкладки Create -> 4 Axis -> ....
ет понятно, но почему работают только Y A Z , где же поднутрения как powermill или это реализовано в rhinocam 2012 и visualmill 2012?
Поделиться50815-07-2014 21:51:46
djolegoleg
Все виды обработки находятся там, где указал.
Для поднутренней выборки использую метод поворота на фиксированный угол N раз. 360/N = alpha.
И после каждого поворота делаю обычную 3D фрезеровку. Долго, но других видов обработок в этой программе нет. А для других CAD не нашел пост для mach3.
Поделиться50916-07-2014 12:43:12
Форумчане подскажите вот такую вещь
Как сделать обработку сначала одной стороны по плоскости ( с рельефом) а потом чтобы деталь повернулась на 180 градусов и обратную сторону
в каком режиме резки такой вариант возможет и как создать такой код с поворотом на 180
к примеру = модель медальки рельеф с одной и другой сторон
Поделиться51016-07-2014 13:06:36
mesarubka
Сообщения выше почитай. На этой и предыдущей странице. Все станет ясно.
Вкраце: Размещение заготовки, выбор инструмента и пост процессора, как в уроке у топикстартера.
Вид обработки:
Create > 3 axis > Horizontal Roughing (3d черновая) и/или parallel finishing (чистовая)
одну строну обработали, дальше переворот: 4 axis > rotate table (ставишь на какой угол повернуть) для двусторонней соответственно 180*
и опять 3d фрезеровка.
С поворотом есть один косяк!!! при повороте инструмент входит в точку 0,0,0 т.е. если у тебя центр на оси поворота, а так и будет, то деталь запорется. Нужно либо в коде вручную прописать пронять инструмент изменив координату Z
либо как я делаю: создаю код для каждой обработки отдельно, а в маче поворачиваю заготовку вручную, не создавая код поворота. Т.е. не создаю код rotate table, а просто код для одной стороны и 2ой код для другой стороны, а поворачиваю вручную.
Поделиться51116-07-2014 15:19:32
- Местный

- Зарегистрирован: 21-07-2013
- Приглашений: 0
- Сообщений: 122
- Уважение: +35
- Позитив: +33
- Провел на форуме:
6 дней 23 часа - Последний визит:
22-12-2018 16:08:04
darksega написал(а):
С поворотом есть один косяк!!! при повороте инструмент входит в точку 0,0,0 т.е. если у тебя центр на оси поворота, а так и будет, то деталь запорется.
Не знаю на счет VisualMill, а в РиноКаме на кнопке Machine setup есть настройка Tool Change Pt. Перед переворотом фреза отходит в заданные координаты. Соответственно целая и фреза и заготовка.
Поделиться51217-07-2014 13:12:19
Что то непонятное творится сринокам СЫРОЙ какойто по с равнению визуала
Поделиться51319-07-2014 01:25:20
У кого-то была подобная проблема?... В Visualmill генерирую траекторию 4х- например финишная обработка вдоль оси. В коде вроде никаких косяков. Но заготовка обрабатывается таким образом что вдоль детали проходит ступенька. Т.е. начинается обрабатывать и с каждым шагом поворота оси А фреза немного поднимается. Проблема не в механике, не в температуре воздуха и проблема одинаково повторяемая. Высота ступеньки практически не зависит от диаметра детали и количества шагов. Подозрения на программную часть. В маче уже пробовал играться с параметрами CV. Ни чего не помогает. Уже не знаю что делать (( Рисунок дает более четкое понимание проблемы....
Отредактировано vladavj (19-07-2014 01:27:47)
Поделиться51420-07-2014 20:50:16
Форумчане подскажите вот такую вещь
Или тут только остаётся резать с переворотом?
Поделиться51520-07-2014 22:37:16
Эта часть получается ниже центра оси , поэтому только переворот или PowerMill
Поделиться51621-07-2014 12:59:41
Всем привет!
Нид хелп! При работе с поворотником на операции "4th axis parralel finishing" какая-то хрень происходит. Запускаю программу в mach3. Если при финишной обработке фреза делает проход по заготовке по направлению от патрона к концу болванки, то потом, чтоб повернуться на заданный градус, поворотник делает целый оборот в обратном направлении, который очень тормозит процесс. Например, чтоб повернуться с 0 градусов на +1 градус, он делает оборот не на градус, а идет к этой "плюс единице" через минусовые градусы. А когда фреза проезжает в направлении к патрону, то там поворотник не делает такого хода, а нормально поворачивает болванку к заданному градусу по кратчайшей траектории. При создании УП, в визуализации фреза обрабатывает ровно и четко по заданному кругу и без всяких приколов с лишними оборотами. Код проверял, никаких лишних оборотов в обратном направлении нету.
upd. Делаю, кстати, оскара из первого урока. Все по схеме.
upd. Заметил, что перед последним проходом, поворотник, набрав уже более чем шесть тысяч градусов на DRO, начал разматывать все эти накрученные за весь процесс большие обороты обратно в сторону нуля. Минут пятнадцать лишних ушло на этом деле.
Отредактировано JHNBLZ (21-07-2014 14:37:37)
Поделиться51728-07-2014 08:15:53
Энибади ?
Поделиться51829-07-2014 12:14:16
JHNBLZ написал(а):
Энибади ?
Похоже форум дохлый
Поделиться51901-08-2014 09:30:03
vladavj
Да мож по отпускам все))
Поделиться52003-08-2014 16:02:14
Если про PowerMill то она на русском а Descproto русификатора нет
Поделиться52105-08-2014 01:27:29
JHNBLZ написал(а):
Всем привет!
Код проверял, никаких лишних оборотов в обратном направлении нету.Отредактировано JHNBLZ (21-07-2014 13:37:37)
Это не проблема VisualMill, а настроек Mach3. Курите мануал.
fort написал(а):
Нет ли руссификатора данной программы?
Которой? VisualMill?
Столь старой версии нет и врядли будет.
Если успею перевести, то будет 2014 версия.
Поделиться52215-08-2014 17:56:51
Ку.
В визуалМилл 2014 есть пост Мач3 мм. ?
СПС.
Поделиться52316-08-2014 09:19:06
skedram написал(а):
Из списка Current post Processor выбираем Mach3-MM
Если нужно подредактировать пост то нажымаем Edit
Откроется окно Post Processor GeneratorЯ сделал одно изменение всего во вкладке Multi Axis Motion
В поле Rotation Axis Code - B AXIS Вписал А. Тогда в уп при генерации программой кода для поворотной оси пишет А - если у кого нибудь в Маче для поворотки стоит другая буква то в этих полях впишите соответствующее значение.
Доброго всем дня. Подскажите как сохранить букву А. У меня не как не получается.
Отредактировано Garik123 (16-08-2014 09:20:06)
Поделиться52416-08-2014 20:26:28
Garik123
На панели MOps (там где Machine - 4 axis, Post - Mach3-MM, Stock - ...) дабл клик на Post
откроется окно Set Post - Processor-Optoins
Самая первая строка - Mach3-MM - рядом Edit - жмем на неё. Откроется окно с кучей вкладок.
Выбираем вкладку Multi Axis Motion
В самой верхней графе Rotation Axis Code -> A Axis - Вписываем нужную букву. В самой нижней графе появится изменение с той буквой, которую ввели.
Жмем Save и все изменения сохраняется. далее Close
Поделиться52516-08-2014 23:21:07
darksega написал(а):
Garik123
На панели MOps (там где Machine - 4 axis, Post - Mach3-MM, Stock - ...) дабл клик на Post
откроется окно Set Post - Processor-Optoins
Самая первая строка - Mach3-MM - рядом Edit - жмем на неё. Откроется окно с кучей вкладок.
Выбираем вкладку Multi Axis Motion
В самой верхней графе Rotation Axis Code -> A Axis - Вписываем нужную букву. В самой нижней графе появится изменение с той буквой, которую ввели.
Жмем Save и все изменения сохраняется. далее Close
Всё так и делаю, только В поле Rotation Axis Code - B AXIS Вписал А как написано на первой странице на рисунке, но получается вот это.
Отредактировано Garik123 (16-08-2014 23:29:51)
Поделиться52617-08-2014 00:35:38
Garik123
Давай все с начала!
Для чего тебе вписывать другую букву?
У тебя больше 4х осей на станке? Какая буква в маче на поворотке (4 оси) стоит?
Не пробовал перевести название ошибки? У тебя права администратора в винде есть? Попробуй визуалмилл поставить на диск на котором не стоит винда. например на "D"
И все же озвучь зачем тебе менять букву поворотки.
Поделиться52717-08-2014 08:17:25
darksega написал(а):
Garik123
Давай все с начала!
Для чего тебе вписывать другую букву?
У тебя больше 4х осей на станке? Какая буква в маче на поворотке (4 оси) стоит?
Не пробовал перевести название ошибки? У тебя права администратора в винде есть? Попробуй визуалмилл поставить на диск на котором не стоит винда. например на "D"
И все же озвучь зачем тебе менять букву поворотки.
Я поставил 4-ю ось А При составлении уп в место буквы А (поворотки) ставится В. Приходится менять В на А. Права администратора в винде есть. Попробую установить на диск D. И ещё при обработку тяжёлых файлов визуал виснит. Так у всех?
Поделиться52801-09-2014 13:23:15
После продолжительной борьбы с визулмилом пришел к выводу что это довольно каличная прога, с кривым просчетом. Для убеждения в этом достаточно поставить примитивную задачу - обработать скажем цилиндр в индекном режиме с 4-х сторон, например конусной фрезой. И посмотреть на эту порнографию, даже в симуляции. Я уже молчу про более сложные задачи.
Поделиться52901-09-2014 13:54:49
Вы несколько не правы. Скачайте демо с официального сайта и поиграйтесь с ней.
У Mecsoft как-то иначе реализована защита и... взломанная программа ведет себя странно 
Как там про зеркало было...?
Поделиться53004-09-2014 03:12:11
Подскажите пжалста. Вот, скажем, у того же Оскара, что в начале темы из башки и ног в готовом виде должны торчать переходные части, которые его соединяют с заготовкой. Как они делаются эти переходные части. Я поставил точить одну штуковину сферическо конической фрезой. Она обработала четверть детали и потом просто отрезала ее от заготовки. А конической фрезой делаешь - из головы слишком большой по диаметру пень торчит.
Поделиться53117-09-2014 00:22:33
baton написал(а):
Подскажите пжалста. Вот, скажем, у того же Оскара, что в начале темы из башки и ног в готовом виде должны торчать переходные части, которые его соединяют с заготовкой. Как они делаются эти переходные части. Я поставил точить одну штуковину сферическо конической фрезой. Она обработала четверть детали и потом просто отрезала ее от заготовки. А конической фрезой делаешь - из головы слишком большой по диаметру пень торчит.

указываешь значение ниже которого не обрабатывать. А еще лучше - воткнуть геометрию в ноги и голову в любом 3Д пакете (макс, мая...), так предсказуимее.
Поделиться53217-09-2014 00:28:09
Подскажите плиз, как бороться с подобными косяками просчета? Тоже самое будет и на реальном макете...
Обработка конусной фрезой 15 градусов 0,2 радиус
Поделиться53329-09-2014 17:36:46
Всем привет! Ребята подскажите пожалуйста, работая в Visualcam, при симуляции детали 4axis (ротационной обработке) мы видим,что в середине модели образовывается труба..., из-за чего это может быть? 
Поделиться53429-09-2014 18:41:27
Ровшан
Посмотри сообщение пред- предыдущее до твоего от vladavj. Там как раз выставляется глубина реза, т.е. ниже фреза опускаться не будет. Возможно у тебя как раз стоит значение радиуса этой "трубы"
Поделиться53507-10-2014 19:41:59
Добрый день. Поработал VisualMill. Поточил пару моделей, очень медленно. Подскажите возможно чтобы модель постоянно вращалась в одну сторону без остановки, а подача была постоянная ( такая как при нарезании резьбы). Если в этой программе невозможно сделать это, то в какой программе, подскажите?
Поделиться53609-10-2014 00:29:41
Garik123 написал(а):
Добрый день. Поработал VisualMill. Поточил пару моделей, очень медленно. Подскажите возможно чтобы модель постоянно вращалась в одну сторону без остановки, а подача была постоянная ( такая как при нарезании резьбы). Если в этой программе невозможно сделать это, то в какой программе, подскажите?
Нет такого в визуалмилл, советую Вам перейти на Powermill, там есть такое и много еще другого интересного есть. Не найдя решения проблемы в 558 посте выкинул я нафик тот Visualmill и за пару дней освоил Powermill (те задачи которые меня интересуют). Доволен как слон.
Поделиться53709-10-2014 09:20:44
Чтобы освоить Powermill и месяца мало будет, изучите уроки по VisualMill там есть все необходимое
Поделиться53809-10-2014 13:35:47
Да действительно этой функции в визуале не нашол, буду изучать power ill .
Поделиться53909-10-2014 23:14:02
Kvarz12 написал(а):
Чтобы освоить Powermill и месяца мало будет, изучите уроки по VisualMill там есть все необходимое
Вы ошибаетесь. Не нужен там месяц. Если знаете любую САМ прогу, то перейти на другую не составит труда. Я начинал с солидкама, затем перешел на визуалмилл, быстро все схватил. Ну а чтобы въехать в ПМ, я посмотрел один урок про балясину. Все тоже самое в принципе. Конечно в нюансы и тонкости по ходу пьесы придется вникать. Как и везде.
Поделиться54013-10-2014 18:55:45
skedram написал(а):
Данная ошибка выскакивает когда комп не тянет... Вообще эта прога довольно капризная по отношению к ресурсам компьютера.
Приветствую Всех! Дело в том что я, скачал визуал, работал он на среднем компе, с 7виндой но работал. Периодически выскакивали такие окна с ошибками, на днях взял оочень неплохой комп, i7 четыре ядра, 8 потоков проц. 16 Г оперативки, видюха улет, 7 винда а проблема осталась такая же. думаю не в железе проблема. Да лично у меня чаше всего эта проблема возникает при работе инструментом конусным. с родным инструментом вроде работает не плохо.
Поделиться54113-10-2014 19:16:35
- Местный
- Зарегистрирован: 21-07-2013
- Приглашений: 0
- Сообщений: 122
- Уважение: +35
- Позитив: +33
- Провел на форуме:
6 дней 23 часа - Последний визит:
22-12-2018 16:08:04
vlos написал(а):
Приветствую Всех! Дело в том что я, скачал визуал, работал он на среднем компе, с 7виндой но работал. Периодически выскакивали такие окна с ошибками, на днях взял оочень неплохой комп, i7 четыре ядра, 8 потоков проц. 16 Г оперативки, видюха улет, 7 винда а проблема осталась такая же. думаю не в железе проблема. Да лично у меня чаше всего эта проблема возникает при работе инструментом конусным. с родным инструментом вроде работает не плохо
В случае с данным софтом компьютер не так важен. Поговаривают, что это глюки крякнутой версии.
Поделиться54213-10-2014 19:24:33
stiks написал(а):
В случае с данным софтом компьютер не так важен. Поговаривают, что это глюки крякнутой версии.
Да согласен,скорее всего так и есть, несколько компов хороших перепробовали.
Поделиться54313-10-2014 19:30:06
Ребята, может я повторюсь, но сразу извините. что лучше РИНО или Повер? как пакет для моделирования и обработки?
Поделиться54413-10-2014 23:10:27
- Местный

- Откуда: Владивосток
- Зарегистрирован: 10-05-2014
- Приглашений: 0
- Сообщений: 148
- Уважение: +5
- Позитив: +13
- Пол: Мужской
- Возраст: 60 [1965-08-08]
- Провел на форуме:
5 дней 2 часа - Последний визит:
09-01-2017 01:29:05
billsmith написал(а):
По мачу мне сложно посоветовать, давно им пользовался. Но суть проста. Шаговый двигатель делает один оборот (360грд) за 200 импульсов, умножаем на коэффициент вашего редуктора (например 50), далее умножаем на делитель драйвера ШД (микрошаг например 8), получаем количество импульсов на оборот (200*50*8=80000), на один градус получается (80000/360=222,2223 шага). Или на один шаг (1/222,2223=0,0045градуса). А с переводом VisualMill я поступил проще, перешёл на PowerMill, он на русском и возможностей куда больше.
Читаю с первой страницы, урок от skedram получился с первого раза, далее терпение и включенный мозг. А найти 4-х осевой постпроцессор для PowerMill не хватает терпения
Поделиться54514-10-2014 12:29:28
vall0808 написал(а):
Читаю с первой страницы, урок от skedram получился с первого раза, далее терпение и включенный мозг. А найти 4-х осевой постпроцессор для PowerMill не хватает терпения
Должно хватить терпения на поиски 4-х поста для ПМ. Выкладывают люди на форумах. Да и есть инструкция в картинках как из стандартного фануковского легко переделать в полноценный 4-х осевой для мача. правда там для старого ПМ картинки, но разобраться можно. Просто надо сесть, задаться целью и разобраться. А визуалмилл он от рождения кривой, мало того что вылетает так и считает криво. И сказки про глючность из-за кряка - ерунда, легко проверить, используя триал версию, в которой вылазят все те же глюки. Тот же skedram уже пересел на ПМ, видел его посты, обсуждали ПМ. Надо пробовать все и двигаться вперед.
Поделиться54619-10-2014 18:31:41
Балуюсь с изучением Rotate Table Operation (Мучаю многострадального Оскара). Tool Change Position выставил X 0, Y0, Z100 мм. На визуализации Horizontal Routing в конце обработки ход инструмента на эту высоту не виден. Боюсь что при дальнейшем повороте заготовки при использовании рамки (при обработке воска, например) инструмент встретится с оной рамкой. Что я делаю не так?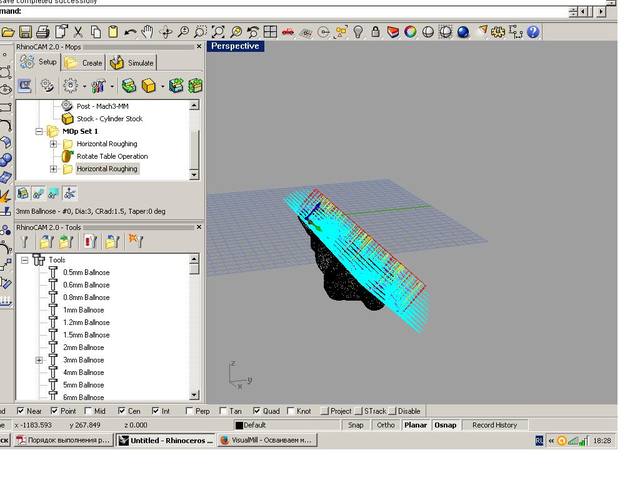
Поделиться54720-10-2014 09:55:05
- Местный
- Зарегистрирован: 21-07-2013
- Приглашений: 0
- Сообщений: 122
- Уважение: +35
- Позитив: +33
- Провел на форуме:
6 дней 23 часа - Последний визит:
22-12-2018 16:08:04
АЛМАОС написал(а):
Что я делаю не так?
Всё правильно. На самой стратегии этой траектории не видно. Добавляется на переходах между позициями. А вообще, лучше сделать короткую обработку, пустить в холостую и проследить все движения и все повороты оси.
Поделиться54820-10-2014 12:32:55
stiks написал(а):
Всё правильно. На самой стратегии этой траектории не видно. Добавляется на переходах между позициями. А вообще, лучше сделать короткую обработку, пустить в холостую и проследить все движения и все повороты оси.
"Короткую", в смысле с увеличенным шагом, с одним слоем обработки, ну и т.п., для экономии времени?
Поделиться54920-10-2014 12:42:14
- Местный
- Зарегистрирован: 21-07-2013
- Приглашений: 0
- Сообщений: 122
- Уважение: +35
- Позитив: +33
- Провел на форуме:
6 дней 23 часа - Последний визит:
22-12-2018 16:08:04
АЛМАОС написал(а):
"Короткую", в смысле с увеличенным шагом, с одним слоем обработки, ну и т.п., для экономии времени?
Именно. Ну или нарисовать простенькую детальку, чтоб обработка с каждой стороны по минуте выходила. А потом уже запустить по воздуху и наблюдать за своими ошибками  Далее уже пробовать с заготовкой.
Далее уже пробовать с заготовкой.
Поделиться55023-10-2014 17:55:31
На пятом дне изучения Рино-Кама к с своему удивлению обнаружил встроеный анализатор G-кодов в оной проге. Пока обнаружил что в нём можно править G-код : искать опредёлённое значение, заменять его на другое, ну и т.п. Заинтересовало поднимается ли на заданную высоту по Z инструмент перед поворотом на 180 градусов- без труда нашёл строку эту в G-коде. Так же можно визуализировать обработку по строкам кода (Пока, правда, не полностью понял как). Кто-нить может поподробнее рассказать о этой феньке?
П.С. Знаменитый Оскар в оном анализаторе: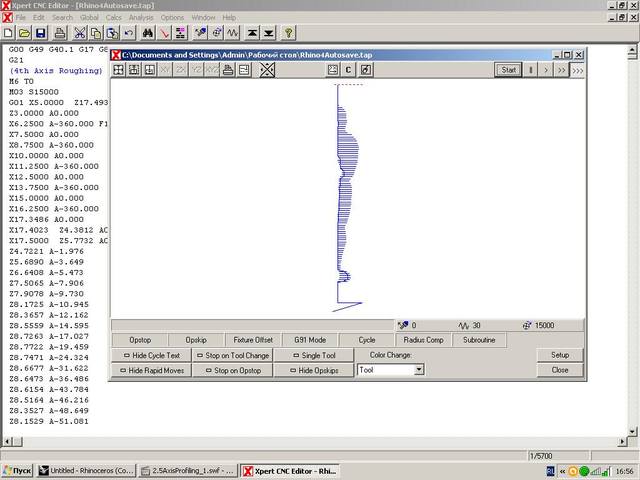
Поделиться55123-10-2014 18:23:06
Есть ли встроеный анализатор G-кодов в VizualMill?
Поделиться55223-10-2014 20:00:38
Kvarz12
Есесено.
Поделиться55325-10-2014 22:59:17
Есть у кого постпроцессор на 5-осевую обработку VisualMILL 2014 ?
Отредактировано 3dcnc (25-10-2014 22:59:44)
Поделиться55428-10-2014 00:54:51
У Вас действительно есть версия VisualMILL 2014? Поздравляю.
Постпроцессор у меня есть, могу адаптировать под Ваш станок.
Поделиться55528-10-2014 20:22:38
Пропала заготовка. Задаю заготовку, а ее не видно. Че тама случилось?
Поделиться55628-10-2014 22:51:50
Если размеры заготовки не нулевые - то выключено отображение заготовки. Вот Вы ее и не видите.
Поделиться55729-10-2014 01:59:14
и где оно включается?
Поделиться55829-10-2014 09:34:01
- Местный
- Зарегистрирован: 21-07-2013
- Приглашений: 0
- Сообщений: 122
- Уважение: +35
- Позитив: +33
- Провел на форуме:
6 дней 23 часа - Последний визит:
22-12-2018 16:08:04
baton написал(а):
и где оно включается?

Поделиться55929-10-2014 23:30:37
Пасиба. А вот черновая обработка ножки. Визуализация. Справа необрабатываемая область в виде оранжевого нароста. Это Визуал так борется с тонкими частями заготовки или че это такое? При генерации программы такого не было.

Отредактировано baton (29-10-2014 23:33:50)
Поделиться56030-10-2014 20:54:27
Фреза ниже ноля не опустится(это как раз то место)
Поделиться56130-10-2014 21:46:21
вон оно что! Спасибо! А есть способ все же сделать такую деталь?
Отредактировано baton (30-10-2014 21:54:06)
Поделиться56230-10-2014 21:51:43
Такие работы нужно делать с переворотом в четыре приема по 90 град или в PawerMill. но лучше в арткаме на 4-е стороны
Поделиться56305-11-2014 02:04:38
подскажите - кто знает
делает половину расчета чистовой обработки и по середине вылазит окно - http://s57.radikal.ru/i156/1411/7d/123ea1f01fa7.jpg
http://s016.radikal.ru/i335/1411/f8/22d17c45004b.jpg
что делать??????????((((((((((((((
Поделиться56405-11-2014 06:49:04
- Местный

- Откуда: г.Красноярск
- Зарегистрирован: 15-05-2012
- Приглашений: 0
- Сообщений: 111
- Уважение: +145
- Позитив: +211
- Пол: Мужской
- Возраст: 57 [1968-10-13]
- Провел на форуме:
9 дней 3 часа - Последний визит:
25-03-2021 05:19:06
В
mesarubka написал(а):
подскажите - кто знает
делает половину расчета чистовой обработки и по середине вылазит окно - http://s57.radikal.ru/i156/1411/7d/123ea1f01fa7.jpghttp://s016.radikal.ru/i335/1411/f8/22d17c45004b.jpg
что делать??????????((((((((((((((
В зависимости от вида операционной системы: или добавить оперативной памяти или увеличить файл подкачки.
Если семерка - проверить свободное место на диске.
Отредактировано y1984 (05-11-2014 06:50:33)
Поделиться56505-11-2014 08:28:14
- Гуру

- Откуда: Ереван
- Зарегистрирован: 30-01-2011
- Приглашений: 0
- Сообщений: 1047
- Уважение: +730
- Позитив: +381
- Пол: Мужской
- Возраст: 48 [1977-07-28]
- Провел на форуме:
1 месяц 7 дней - Последний визит:
16-03-2026 10:35:35
y1984 написал(а):
или добавить оперативной памяти или увеличить файл подкачки.
...Я бы посоветовал усердно искать новую версию программы!
Поделиться56605-11-2014 09:02:02
- Местный

- Откуда: г. Ярославль
- Зарегистрирован: 26-08-2010
- Приглашений: 0
- Сообщений: 157
- Уважение: +15
- Позитив: 0
- Пол: Мужской
- Возраст: 42 [1983-05-06]
- Провел на форуме:
3 дня 15 часов - Последний визит:
28-10-2022 13:48:27
skedram написал(а):
y1984 написал(а):
или добавить оперативной памяти или увеличить файл подкачки.
...Я бы посоветовал усердно искать новую версию программы!
Подпись автора
...Кто может – делает. Кто не может – учит!
золотые слова
CORE i7
16 gb оперативы и твердотельный жесткий с топовой видюхой
не смогли осилить 254 мегабайта балясины
печаль
Дело не в компе - дело в проге
- Подпись автора
Ну типа инженер по ремонту и наладке ЧПУ
Поделиться56705-11-2014 10:12:20
- Местный

- Откуда: Днепр
- Зарегистрирован: 02-06-2013
- Приглашений: 0
- Сообщений: 188
- Уважение: +142
- Позитив: +115
- Пол: Мужской
- Возраст: 47 [1978-05-08]
- Провел на форуме:
7 дней 13 часов - Последний визит:
07-03-2025 19:46:54
skedram написал(а):
...Я бы посоветовал усердно искать новую версию программы!
Или же альтернативу. Как вариант PowerMill.
- Подпись автора
Итак, лучшее, что я видел,— и оно прекрасно! — это есть и пить и наслаждаться добрыми плодами всего своего труда, которым человек занимается под солнцем все дни своей жизни, данные ему истинным Богом, потому что это его награда.
Поделиться56805-11-2014 12:29:20
- Гуру
- Откуда: Ереван
- Зарегистрирован: 30-01-2011
- Приглашений: 0
- Сообщений: 1047
- Уважение: +730
- Позитив: +381
- Пол: Мужской
- Возраст: 48 [1977-07-28]
- Провел на форуме:
1 месяц 7 дней - Последний визит:
16-03-2026 10:35:35
suffix написал(а):
Или же альтернативу. Как вариант PowerMill.
Повермилл- конечно круто, но я бы не стал списывать Visualmill преждевременно. Во первых, рано или поздно народные умельцы найдут лекарство от программы и тогда я думаю, интерес возрастет. Во вторых, судя по количеству просмотров этой темы видно, что программа все же имеет много плюсов...
Поделиться56905-11-2014 13:14:38
Программ хорошая - своей простотой - быстро к ней привыкаеш - и тд
но вот такие косяки - заставляют - делатьработу в 4 раза дольше - разбивая ее на 4 стороны и делать в проверенном Арткаме - но это не вариант
кто-то может подсказать где можно стянуть последнюю версию Арткама - проверенную в бою??
Поделиться57008-11-2014 18:03:39
При генерации программы обработки балясины вдруг процесс останавливается и выскакивает такое вот окно
Это происходит при стратегии обработки вдоль вращающейся оси. При стратегии поперек - просчет идет до конца, но у квадратных в сечении участков балясины поверхность какая то волнистая получается. Вообщем не могу выточить балясину с квадратными элементами.
Отредактировано baton (13-11-2014 00:26:13)
Поделиться57104-12-2014 13:37:47
Всем добрый день!
Кто-нибудь юзал VM для станка, у которого 4-я ось - это не ось вращения, а ось поворота шпинделя?
Как настроить постпроцессор в этом случае?
Типа такой станок:
Отредактировано 31010 (04-12-2014 13:40:01)
Поделиться57207-12-2014 02:25:07
Я не "юзал", а написал работающий 5 осевой ПП для конфигурации 3 + голова/голова.
Могу помоч. Не бесплатно.
Поделиться57323-12-2014 11:58:58
подскажите как фрезу выбрать.... по своему профилю ?
Поделиться57428-01-2015 12:33:49
Люди помогите плиз.
Осваеваю 4 ось в ВизуалМил (раньше работал с Арткамом) получается такая УП:
G00 G49 G40.1 G17 G80 G50 G90
G21
(4th Axis Parallel Finishing)
M6 T0
M03 S18000
G01 Y10.0000 Z12.0781 A0.000 F1800.
Z3.0088 A0.000
Y11.5875 Z3.4132 A0.000
Y13.1750 Z3.7553 A0.000
Y14.7625 Z4.0359 A0.000
...
Y62.1400 Z1.6229 A355.663
Z12.0781 A535.663
Y59.1231 A535.663
Z1.6092 A535.663
Y59.0797 Z1.3044 A715.663
Y58.9805 Z1.0213 A715.663
...
и т.д. Поворот по А доходит до 9720.00 т.е. 27 оборотов
Станок такие углы поворота не видит диапазон по А 0-360
Управление станком по масн3 4 оси
Как быть?
Поделиться57528-01-2015 17:28:16
Давно экспериментировал. точно не скажу, но что-то в маче настраивал, что он не 360 град воспринимал, а сколько в УП указано. Думаю "старшие товарищи" подскажут.
Поделиться57630-01-2015 18:55:11
- Гуру
- Откуда: Ереван
- Зарегистрирован: 30-01-2011
- Приглашений: 0
- Сообщений: 1047
- Уважение: +730
- Позитив: +381
- Пол: Мужской
- Возраст: 48 [1977-07-28]
- Провел на форуме:
1 месяц 7 дней - Последний визит:
16-03-2026 10:35:35
artur375067 написал(а):
Поворот по А доходит до 9720.00 т.е. 27 оборотов
Посмотрите эту вкладку

Там где Start Angle и End Angle. Имеется ввиду начальный угол и конечный угол. Задайте 0 и 360, должно помочь...
Поделиться57731-01-2015 11:00:55
Здравствуйте!
столкнулся с проблемой по многопозиционной обработке : задаю в программе поворот на 90 градусов по часовой стрелке, а станок воспринимает как её как против часовой - подскажите где исправить ,а то приходится ручками править ко указывая поворот на 90 по часовой с углом - 90 ,"-" потом убираю.
Поделиться57831-01-2015 13:47:58
Разобрался - это в постпроцессоре во вкладке мульти аксес моушен поменять значение "+" "-" местами.
Еще один вопрос : где выставляется скорость поворотки?
Поделиться57901-02-2015 19:36:29
ограничение движения фрезы по Z в мм.
Поделиться58001-02-2015 22:11:44
skedram
Спасибо но на той вкладке стоят значения как на уроке т.е. 0 и 360 получается такая хрень:
Y62.2547Z1.0858A355.663
Y62.1555Z1.4524A355.663
Y62.1400Z1.6229A355.663
Z12.0781A535.663
Y59.1231A535.663
Z1.6092A535.663
Y59.0797Z1.3044A715.663
Y58.9805Z1.0213A715.663
Y58.8813Z0.8397A715.663 и т.д.
а бывает и так:
Y223.0003 A0.000
Y223.5002 A0.000
Y224.0001 A0.000
Y224.3751 A0.000
Y225.0000 A0.000
Y224.2500 A-2.903
Y223.8750 A-2.903
Y223.6875 A-2.903
как сделать чтобы по "А" не было отрицательных значений в УП? а то МАЧ делает полный оборот чтоб попасть в "-" 2.903 и так на каждой строке. Убрал "-" через блокнот отработал черновую нормально а дальше как быть? в других УП значения по "А" улетают за 360.
Скачал с интернета МАСТЕКАМ х7 и ПОУВЕРМИЛ 2011 но ВИЗУАМИЛ 6.0 нравится больше всего как-бы его победить хочу переустановить может поможет
Поделиться58101-02-2015 22:23:05
papasasha79
меняю + на - и + на + и. т.д.
в пимере пишет
G00X0.0Y0.0Z0.0A+0F0
а в УП у А отрицательные значения...
Поделиться58202-02-2015 00:15:08
а значение шагов и импульсов в маче правильные? где-то писали как проверить -вводиш в какой-то вкладке команду G-360 - ось должна сделать полный оборот ,в своё время подбирал методом тыка. А вообще больше похоже на проблему с постпроцессором.
Отредактировано papasasha79 (02-02-2015 00:46:42)
Поделиться58302-02-2015 15:13:15
papasasha79
по команде "А360" делает полный оборот по "А-360" полный оборот в другую сторонутут все правильно. буду мучить повермил
Поделиться58402-02-2015 21:43:21
с пауэрмилом без постпроцессора связываться нет смысла, сам кстати сам его сейчас изучаю... мож где есть грамотный мануал как сделать пп на 4 оси для мача,а то в сети воды много.
Поделиться58509-02-2015 12:29:04
skedram
Помоги мне пожалуйста, я сделал уп на статуэтку оскара ту что ты выложил вместе с уроком. Делал всё как у тебя на скринах, только ось поворотная "А" и "Cut Parameters - Across Axis" и Stepover Controk стоин на50% При резки на станке ось А и ось Х движутся одновременно. На каждый новый прорез инструмент зарезается на все свои 50% только когда ось А прокрутится на 360. А в VisualMill у меня по траэктории инструмента видно как ось Х передвигает фрезу на 50%, а потом ось А начинает прокручывать заготовку на 360 Как здесь мне быть. Заранее благодарен!
Поделиться58610-02-2015 09:21:17
Была такая проблема
В УП поменял "А-..." на "А..." через блокнот
Стал отрабатывать но А как положенно
Поделиться58710-02-2015 11:52:54
Поменял "А-" на "А" и ничего не изменилось. А если "X" "Z" "A" раскинуть по разных строчках, то при контурной обработке не возникнет некоректной фрезеровки?
Поделиться58814-03-2015 12:37:10
- Местный
- Откуда: Владивосток
- Зарегистрирован: 10-05-2014
- Приглашений: 0
- Сообщений: 148
- Уважение: +5
- Позитив: +13
- Пол: Мужской
- Возраст: 60 [1965-08-08]
- Провел на форуме:
5 дней 2 часа - Последний визит:
09-01-2017 01:29:05
vladavj написал(а):
Должно хватить терпения на поиски 4-х поста для ПМ. Выкладывают люди на форумах. Да и есть инструкция в картинках как из стандартного фануковского легко переделать в полноценный 4-х осевой для мача. правда там для старого ПМ картинки, но разобраться можно. Просто надо сесть, задаться целью и разобраться. А визуалмилл он от рождения кривой, мало того что вылетает так и считает криво. И сказки про глючность из-за кряка - ерунда, легко проверить, используя триал версию, в которой вылазят все те же глюки. Тот же skedram уже пересел на ПМ, видел его посты, обсуждали ПМ. Надо пробовать все и двигаться вперед.
Терпения хватает. С ПМ давно уже на "ты". Не важно получаются затененные места, и много приходится писать СК с траекториями. А связать все это все скачанные посты не могут. Корявенько получается.
Поделиться58904-04-2015 02:38:22
- Местный
- Откуда: Владивосток
- Зарегистрирован: 10-05-2014
- Приглашений: 0
- Сообщений: 148
- Уважение: +5
- Позитив: +13
- Пол: Мужской
- Возраст: 60 [1965-08-08]
- Провел на форуме:
5 дней 2 часа - Последний визит:
09-01-2017 01:29:05
mesarubka написал(а):
Программ хорошая - своей простотой - быстро к ней привыкаеш - и тд
но вот такие косяки - заставляют - делатьработу в 4 раза дольше - разбивая ее на 4 стороны и делать в проверенном Арткаме - но это не варианткто-то может подсказать где можно стянуть последнюю версию Арткама - проверенную в бою??
Масса плюсов. Хочу спросить.Как мне показать вам файл, что бы вы дали совет, по обработке моделей такого плана на 4-х осях.
Поделиться59005-04-2015 00:10:55
Доброго времени суток, уважаемые коллеги!
Я решил поэкспериментировать с VisualMILL 6.0 с VisualCAM 1.0 и RhinoCAM под Rhino. Очередной раз поиздевался над моделью Оскара. В VisualCAM 1.0 никаких проблем не возникло. Всё понятно и результат предсказуемый. А вот RhinoCAM озадачил. Скажу сразу, пробовал в Rhino 4 в связке с RhinoCAM 2012 32 - разрядные версии и Rhino 5 в связке с RhinoCAM 2014 тоже 32 - разряда. Скачены с известного торрента. Результаты одинаковые и резко отличаются от VisualMILL 6.0 с VisualCAM 1.0. Интересует прежде всего 4-х осевая черновая обработка R-Level Roughing. Если в VisualMILL 6.0 с VisualCAM 1.0, благодаря данной стратегии, фреза вырезает из целиндрической заготовки модель Оскара или любую другую по заданным в настройках параметрам, то в RhinoCAM не режет полностью, а лишь прорезает пазы в заготовке. В зависимости от установленных параметров пазы получаются разные, но всё равно пазы. Модель целиком вырезать не получается. Также заметил, что не отслеживается длинна фрезы. Если задать фрезу небольшой длинны, то она ныряет в заготовку целиком. Подскажите, в чём дело?
Модель:

Заготовка:

Стратегия:

Результат работы:

На этом всё заканчивается.
Поделиться59110-04-2015 11:35:07
Xander1980 написал(а):
По просьбам форумчан снова выкладываю VisualMill 2012
Скрытый текст:
http://yadi.sk/d/Mclzhus75jFyb
Доброго времени суток!
Может кто обновит, очень надо.
С ув. Магомед.
Поделиться59218-04-2015 01:03:36
Новый релиз
Свернутый текст
http://nitroflare.com/view/0F881F69D74DD6D/MecSoft.VisualCAD.CAM.3DPRINT.v9.0.0.28.X64-AMPED.rar
Отредактировано Flymoth (18-04-2015 01:06:06)
Поделиться59307-05-2015 12:06:51
- Освоившийся

- Откуда: Краснодар
- Зарегистрирован: 11-10-2014
- Приглашений: 0
- Сообщений: 57
- Уважение: +114
- Позитив: +7
- Пол: Мужской
- Возраст: 40 [1985-08-06]
- Провел на форуме:
1 день 14 часов - Последний визит:
26-06-2015 13:05:39
ФРЕЗА КОНУСНАЯ УКОРОЧЕННАЯ 6R0.25
R D1 L1 L D
0.25mm 0.5mm 20mm 50mm 6mm 
как добавить эту фрезу в визуал кам?
Поделиться59407-05-2015 15:40:23
- Местный
- Зарегистрирован: 21-07-2013
- Приглашений: 0
- Сообщений: 122
- Уважение: +35
- Позитив: +33
- Провел на форуме:
6 дней 23 часа - Последний визит:
22-12-2018 16:08:04
Бондарев Виталий написал(а):
ФРЕЗА КОНУСНАЯ УКОРОЧЕННАЯ 6R0.25
В Taper Mill.
Поделиться59508-05-2015 19:15:00
Flymoth написал(а):
Новый релиз
Отредактировано Flymoth (18-04-2015 01:06:06)
Может кто-то выложить это на нормальный ресурс, или это просто обманка?
Поделиться59612-05-2015 08:34:55
- Освоившийся
- Откуда: Краснодар
- Зарегистрирован: 11-10-2014
- Приглашений: 0
- Сообщений: 57
- Уважение: +114
- Позитив: +7
- Пол: Мужской
- Возраст: 40 [1985-08-06]
- Провел на форуме:
1 день 14 часов - Последний визит:
26-06-2015 13:05:39
Такая проблема
фреза коническая 0.25 в инструменте забиваю так
шаг ставлю в чистовой 9% а на фигурке в итоге пропуск аж через строчку что не так делаю
Поделиться59712-05-2015 11:39:23
- Местный
- Зарегистрирован: 21-07-2013
- Приглашений: 0
- Сообщений: 122
- Уважение: +35
- Позитив: +33
- Провел на форуме:
6 дней 23 часа - Последний визит:
22-12-2018 16:08:04
Бондарев Виталий написал(а):
Такая проблема
У Вашей фрезы на кончике шарик радиусом 0.25. И никаких площадок 0.5 нет. Flat diametr поставьте 0.01
Поделиться59812-05-2015 13:34:40
- Освоившийся
- Откуда: Краснодар
- Зарегистрирован: 11-10-2014
- Приглашений: 0
- Сообщений: 57
- Уважение: +114
- Позитив: +7
- Пол: Мужской
- Возраст: 40 [1985-08-06]
- Провел на форуме:
1 день 14 часов - Последний визит:
26-06-2015 13:05:39
и еще один момент подскажите как настраивать эти параметры
Поделиться59912-05-2015 13:47:54
- Местный
- Откуда: Днепр
- Зарегистрирован: 02-06-2013
- Приглашений: 0
- Сообщений: 188
- Уважение: +142
- Позитив: +115
- Пол: Мужской
- Возраст: 47 [1978-05-08]
- Провел на форуме:
7 дней 13 часов - Последний визит:
07-03-2025 19:46:54
Бондарев Виталий написал(а):
и еще один момент подскажите как настраивать эти параметры
1 пункт - наивысшая точка по z;
2 пукт - низшая точка по z;
3 пункт - шаг фрезы по z
- Подпись автора
Итак, лучшее, что я видел,— и оно прекрасно! — это есть и пить и наслаждаться добрыми плодами всего своего труда, которым человек занимается под солнцем все дни своей жизни, данные ему истинным Богом, потому что это его награда.
Поделиться60012-05-2015 14:07:16
- Освоившийся
- Откуда: Краснодар
- Зарегистрирован: 11-10-2014
- Приглашений: 0
- Сообщений: 57
- Уважение: +114
- Позитив: +7
- Пол: Мужской
- Возраст: 40 [1985-08-06]
- Провел на форуме:
1 день 14 часов - Последний визит:
26-06-2015 13:05:39
suffix написал(а):
1 пункт - наивысшая точка по z;
2 пукт - низшая точка по z;
3 пункт - шаг фрезы по z
Я это понял а как расчитывать допустим заготовка цилиндрицеская диаметром 60мм фреза 6мм, просто если ставить на автомате то он зарезается аж до поверхности модели а не послойно и это опасно ломает заготовки и жжет фрезу