maksud
FeedHold - пауза (но так как матч читает в стек вперёд какое то количество кадров, пауза включается не моментально) шпиндель останавливать вручную
Cycle Start - Пуск и запуск после паузы (не забываем включить шпиндель)
Stop - моментальная остановка, при этом остановка шпинделя, подъём на безопасную высоту (после него желательно заново отхомиться если нажато во время движения, так как микрошаги сбиваются).
Mach3 -2часть
Сообщений 901 страница 1000 из 1000
Поделиться90112-02-2018 19:22:30
Поделиться90212-02-2018 19:59:18
- Местный

- Откуда: Коканд
- Зарегистрирован: 13-03-2016
- Приглашений: 0
- Сообщений: 156
- Уважение: [+171/-0]
- Позитив: [+35/-0]
- Пол: Мужской
- Возраст: 44 [1982-01-20]
- Провел на форуме:
12 дней 8 часов - Последний визит:
22-07-2026 08:05:49
Kachik написал(а):
maksud
FeedHold - пауза (но так как матч читает в стек вперёд какое то количество кадров, пауза включается не моментально) шпиндель останавливать вручную
Cycle Start - Пуск и запуск после паузы (не забываем включить шпиндель)
Stop - моментальная остановка, при этом остановка шпинделя, подъём на безопасную высоту (после него желательно заново отхомиться если нажато во время движения, так как микрошаги сбиваются).
а как на что чтоб при нажатия пауза и стоп Z приподнялся на безопасную высоту ,например на 10мм?а то у меня на том и другой на место остается ?
Поделиться90313-02-2018 00:59:58
Я же написал выше -
Kachik написал(а):
Config/Safe_Z Setup далее галка Optional Goto SafeZ when Stop button is hit.
русским по белому написано галка - при нажатии стоп, подниматься на безопасную высоту, которая выставляется в окошке выше.
Поделиться90413-02-2018 17:20:27
- Местный
- Откуда: Коканд
- Зарегистрирован: 13-03-2016
- Приглашений: 0
- Сообщений: 156
- Уважение: [+171/-0]
- Позитив: [+35/-0]
- Пол: Мужской
- Возраст: 44 [1982-01-20]
- Провел на форуме:
12 дней 8 часов - Последний визит:
22-07-2026 08:05:49
Kachik написал(а):
Я же написал выше -
русским по белому написано галка - при нажатии стоп, подниматься на безопасную высоту, которая выставляется в окошке выше.
все ок сработало все!!!есть еще один и для меня очень важное...вот тут  1000 и 0.1000 нормально работает ,а дальше на эти цифры 0.0100 и 0.0010 игнорирует станок.из-за чего это может быть?
1000 и 0.1000 нормально работает ,а дальше на эти цифры 0.0100 и 0.0010 игнорирует станок.из-за чего это может быть?
Поделиться90526-02-2018 19:51:34
Приветствую уважаемые,
Встречал ли кто на просторах описание ячеек матча OEM DRO от 1000 и выше ?
Очень интересуют ячейки в диапазоне с 1800 по 2050.
Поделиться90601-03-2018 15:58:19
- Активно заинтересованный

- Зарегистрирован: 24-03-2017
- Приглашений: 0
- Сообщений: 17
- Уважение: [+0/-1]
- Позитив: [+9/-1]
- Провел на форуме:
20 часов 52 минуты - Последний визит:
10-05-2018 15:16:16
Kachik и другие знатоки настроек ЧПУ, прошу помощи.
Приобрёл такой станок. http://www.cutmaster.ru/cat/cnc/desktop/M23/cm-d323/
Шпиндель на нем коллекторный Bosh. С алиекспреса заказал безколекторный 0.8 Квт с частотным преобразователем Best 
Схему подключения 
Kachuk прислал, теперь мне необходимы настройки частотника через Меню. На какую позицию какой параметр вбивать.
Мой Mach3 такой версии mach3version3.042.036
- Подпись автора
всехлюблюнасветея
Поделиться90701-03-2018 16:10:17
КонстантинЗ написал(а):
частотным преобразователем Best
Поделиться90801-03-2018 17:35:47
КонстантинЗ
1. Вы к производителю станка обращались с вопросом как подключить ? (что ответили)
2. Какая есть документация к станку, конкретнее к контроллеру ? (нужны схемы электрические)
3. Какой контроллер внутри синей коробочки с вентиляторами ? (Название, модель)
Поделиться90905-03-2018 14:00:38
- Активно заинтересованный
- Зарегистрирован: 24-03-2017
- Приглашений: 0
- Сообщений: 17
- Уважение: [+0/-1]
- Позитив: [+9/-1]
- Провел на форуме:
20 часов 52 минуты - Последний визит:
10-05-2018 15:16:16
Списался с производителем.
Мой станок управляет только стартом-пуском шпинделя.
но, мне небоходимы настройки частотника по пунктам.
- Подпись автора
всехлюблюнасветея
Поделиться91005-03-2018 15:04:31
КонстантинЗ написал(а):
Списался с производителем.
Мой станок управляет только стартом-пуском шпинделя.
но, мне небоходимы настройки частотника по пунктам.
включение - замыкание com на x1, у вас на контроллере, скорее всего релюшка, на неё и включаете com и x1.
Вот пример:
Поделиться91105-03-2018 22:32:34
- Активно заинтересованный
- Зарегистрирован: 24-03-2017
- Приглашений: 0
- Сообщений: 17
- Уважение: [+0/-1]
- Позитив: [+9/-1]
- Провел на форуме:
20 часов 52 минуты - Последний визит:
10-05-2018 15:16:16
Kachik.
Мне необходим Manual на русском языке для преобразователя частоты BEST.
Шпиндель крутится на очень малых оборотах.
- Подпись автора
всехлюблюнасветея
Поделиться91306-03-2018 14:15:52
- Активно заинтересованный
- Зарегистрирован: 24-03-2017
- Приглашений: 0
- Сообщений: 17
- Уважение: [+0/-1]
- Позитив: [+9/-1]
- Провел на форуме:
20 часов 52 минуты - Последний визит:
10-05-2018 15:16:16
Андрей Казарцев написал(а):
КонстантинЗ
https://yadi.sk/i/z8sHs9tb3Svxy5
СПАСИБО!!!!!
- Подпись автора
всехлюблюнасветея
Поделиться91407-03-2018 14:59:41
- Активно заинтересованный
- Зарегистрирован: 24-03-2017
- Приглашений: 0
- Сообщений: 17
- Уважение: [+0/-1]
- Позитив: [+9/-1]
- Провел на форуме:
20 часов 52 минуты - Последний визит:
10-05-2018 15:16:16
Может кому-то пригодится.
англоязычный перевод. найдены опечатки. из-за которых я долго на получалось настроить преобразователь частоты BEST300.


- Подпись автора
всехлюблюнасветея
Поделиться91507-03-2018 21:42:38
Не нашел подходящей темы, может тут подскажете, появились проблемы с размерами деталей, резал фанеру 21мм верхняя ширина и длина меньше на 0.5-1мм чем нижняя часть изделия. допустим квадрат 100х100 мм вверху будет 99.5х99.5 а внизу 100х100 это при встречной фрезеровке, при попутной тоже самое только на 1мм больше, торец получается не 90гр. а с маленьким углом, у есть ступеньки от фрезы. (думал фрезу отгибает 4мм) Сегодня резал углубления в буке круглые, 10мм фрезой на глубину 6мм в 2 захода вместо 33.5 получился 32.4 диаметр. В чем может быть дело? Настройки, шпиндель умирает? пару раз замечал что фреза неровно крутится, как будто вал погнулся в шпинделе.
Поделиться91607-03-2018 22:11:09
dagoddigga1 написал(а):
Не нашел подходящей темы, может тут подскажете, появились проблемы с размерами деталей, резал фанеру 21мм верхняя ширина и длина меньше на 0.5-1мм чем нижняя часть изделия. допустим квадрат 100х100 мм вверху будет 99.5х99.5 а внизу 100х100 это при встречной фрезеровке, при попутной тоже самое только на 1мм больше, торец получается не 90гр. а с маленьким углом, у есть ступеньки от фрезы. (думал фрезу отгибает 4мм) Сегодня резал углубления в буке круглые, 10мм фрезой на глубину 6мм в 2 захода вместо 33.5 получился 32.4 диаметр. В чем может быть дело? Настройки, шпиндель умирает? пару раз замечал что фреза неровно крутится, как будто вал погнулся в шпинделе.
ЕСЛИ ОТЛИЧАЮТСЯ РАЗМЕРЫ ПРИ ПОПУТНОЙ И ВСТРЕЧНОЙ - ЛЮФТ
Поделиться91707-03-2018 22:29:46
Kachik написал(а):
ЕСЛИ ОТЛИЧАЮТСЯ РАЗМЕРЫ ПРИ ПОПУТНОЙ И ВСТРЕЧНОЙ - ЛЮФТ
Люфт шпинделя или еще что то может быть? если по обеим сторонам то я не думаю что сразу по обеим осям одинаково люфтит, и отчего тогда угол на торцах?
Поделиться91808-03-2018 00:36:38
dagoddigga1 написал(а):
Люфт шпинделя или еще что то может быть? если по обеим сторонам то я не думаю что сразу по обеим осям одинаково люфтит, и отчего тогда угол на торцах?
Покажите пару фоток, так не совсем понятно.
размер уходит по Х или по Y ? или по обеим осям ?
Люфт может быть где угодно - надо искать (берите индикатор, поверочную линейку ну и угольник хороший не помешает...)
Поделиться91910-03-2018 22:09:29
Kachik написал(а):
Покажите пару фоток, так не совсем понятно.
размер уходит по Х или по Y ? или по обеим осям ?
Люфт может быть где угодно - надо искать (берите индикатор, поверочную линейку ну и угольник хороший не помешает...)
показывать особо нечего, квадрат 100х100х20мм вверху получается 99х99х20мм а внизу 100х100х20мм, Уходит по обеим осям одинаково, то есть на первых проходах снимает 1 лишний мм, а к последнему проходу получается почти ровно. при попутном фрезеровании ступеньки на торцах появляются на обрезках, при встречном на нужной детали. Сначала думал что фреза болтается или кривая, но тогда бы и тонкую фанеру так же резало, а 4мм получается ровно. Кто то говорил что фрезу отгинает тонкую, попробовал стружколомом 10мм тоже самое. общий вид
общий вид ступеньки на торцах
ступеньки на торцах

на одной фото лицевая часть 129.2мм на второй задняя сторона 129.7мм, хотя в макете вектор 130мм, и так уходят обе стороны, на эти коробки идут крышки из 4мм, получается что нижняя подходит, а верхняя выперает изза того что разница 0.8мм.
Отредактировано dagoddigga1 (10-03-2018 22:24:47)
Поделиться92010-03-2018 23:11:04
вот для более точного примера только что сделал 


2 квадрата 100х100мм фанера 21мм. Один попутное направление, второй встречное, на торцах встречного ступеньки, на попутном ворс и размеры на них разные сверху и снизу.
Поделиться92110-03-2018 23:29:51
dagoddigga1
1. Я так понял, что если один проход - то всё ровно ? Тогда сделайте несколько отдельных программ по одному проходу, но разных по высоте. (результат напишите)
2. Вы пишите "С одной стороны ступеньки, с другой -ровно" - это ровно получается потому, что на нижних проходах фреза снимает ступеньки на верхних слоях ?
3. На квадратах, когда сверху 99,5, что с низом ?
Отредактировано Kachik (10-03-2018 23:32:31)
Поделиться92210-03-2018 23:54:41
1. Я так понял, что если один проход - то всё ровно ? Тогда сделайте несколько отдельных программ по одному проходу, но разных по высоте. (результат напишите) завтра попробую отпишусь.
2. Вы пишите "С одной стороны ступеньки, с другой -ровно" - это ровно получается потому, что на нижних проходах фреза снимает ступеньки на верхних слоях ?
Нет не с одной стороны, а по всему периметру, на фото видно, на встречном резе ступеньки на нужной детали получаются, а ворс на остатке, при попутном резе наоборот.
3. На квадратах, когда сверху 99,5, что с низом ?
Тоже на фото подписал, встречное верх 99.5 низ 99.8. Попутное верх 100.7 низ 101
И эта разница меняется +-0.2мм
Отредактировано dagoddigga1 (10-03-2018 23:55:44)
Поделиться92311-03-2018 01:16:34
dagoddigga1 написал(а):
3. На квадратах, когда сверху 99,5, что с низом ?
Тоже на фото подписал, встречное верх 99.5 низ 99.8. Попутное верх 100.7 низ 101
И эта разница меняется +-0.2ммОтредактировано dagoddigga1 (Вчера 23:55:44)
Это вы замеряете внешний квадрат, а что при этом с внутренним (так же верх, низ, при попутном и встречном) ?
Поделиться92411-03-2018 19:30:25
Kachik написал(а):
Это вы замеряете внешний квадрат, а что при этом с внутренним (так же верх, низ, при попутном и встречном) ?


да, на внутренних тоже самое, только разница меньше. Ещё поставил новую фрезу 8мм стружколом снимал по 4мм скорость 2м, после каждого прохода пылесосил стружку с канавки, в итоге ступенек не видно но размер опять не тот, верх 100.4 низ 100.5
так же создал 5 Уп по 4мм заглубление, тоже самое, даже попробовал 1 уп на 4мм и после каждого раза вручную опускал по Z на 4мм и итог тот же. Думал может гофра от стружкососа оттягивает портал, попробовал без нее, тоже самое...
Сейчас поставил фрезу 22мм сделал отверстие сквозное, на входе 22.3 на выходе 22.1 разница верха и низа наверно из-за (возможно) погнутого вала в шпинделе. но почему тогда разница почти в 2 мм при попутном и встречном направлении
Отредактировано dagoddigga1 (11-03-2018 19:51:33)
Поделиться92511-03-2018 23:30:58
dagoddigga1 написал(а):
да, на внутренних тоже самое, только разница меньше. Ещё поставил новую фрезу 8мм стружколом снимал по 4мм скорость 2м, после каждого прохода пылесосил стружку с канавки, в итоге ступенек не видно но размер опять не тот, верх 100.4 низ 100.5
так же создал 5 Уп по 4мм заглубление, тоже самое, даже попробовал 1 уп на 4мм и после каждого раза вручную опускал по Z на 4мм и итог тот же. Думал может гофра от стружкососа оттягивает портал, попробовал без нее, тоже самое...Сейчас поставил фрезу 22мм сделал отверстие сквозное, на входе 22.3 на выходе 22.1 разница верха и низа наверно из-за (возможно) погнутого вала в шпинделе. но почему тогда разница почти в 2 мм при попутном и встречном направлении
Отредактировано dagoddigga1 (Сегодня 19:51:33)
Бог с ним, с попутным и встречным, на древесине разница это нормально - попутное больше ворсит, встречное глубже срезает ворс. До 3х десяток туда, сюда на древесине это вообще норма (разница в плотности, ворсе и т.д.)
А вот как у вас получается все внутренние стенки конусные с широким основанием снизу ???или вы плохо меряете или станок пяти осевой 
Даже если фреза не перпендикулярна столу - противоположные стороны будут завалены параллельно, а у вас судя по замерам всегда пирамида с широким основанием ???
Внимательно перемеряйте и по X и по Y... а главное возьмите вместо фанеры обычную доску или мебельный щит они более однородны по Z в глубину!
Поделиться92617-03-2018 17:52:37
- Местный
- Откуда: Коканд
- Зарегистрирован: 13-03-2016
- Приглашений: 0
- Сообщений: 156
- Уважение: [+171/-0]
- Позитив: [+35/-0]
- Пол: Мужской
- Возраст: 44 [1982-01-20]
- Провел на форуме:
12 дней 8 часов - Последний визит:
22-07-2026 08:05:49
здравствуйте форумчане! матч3 работает не плавно ,он работает как-бы микро рывками ,это происходит когда есть дуга (на картинке)
можно ли это справит в настройках матч3?
это происходить только где на 3д модели есть дуговая часть .хоть вертикально хоть горизонтально причем медленно ...
подскажите пожл..где и как настроит на матч? заранее спасибо!!!
Поделиться92717-03-2018 19:22:05
maksud написал(а):
здравствуйте форумчане! матч3 работает не плавно ,он работает как-бы микро рывками ,это происходит когда есть дуга (на картинке)
можно ли это справит в настройках матч3?
это происходить только где на 3д модели есть дуговая часть .хоть вертикально хоть горизонтально причем медленно ...
подскажите пожл..где и как настроит на матч? заранее спасибо!!!
Рывки при какой операции происходят? Случайно не черновая-концевой фрезой?
Откройте УП просмотрщиком, например NC Corrector и посмотрите на линии хода фрезы под увеличением.
Поделиться92817-03-2018 19:47:38
- Местный
- Откуда: Коканд
- Зарегистрирован: 13-03-2016
- Приглашений: 0
- Сообщений: 156
- Уважение: [+171/-0]
- Позитив: [+35/-0]
- Пол: Мужской
- Возраст: 44 [1982-01-20]
- Провел на форуме:
12 дней 8 часов - Последний визит:
22-07-2026 08:05:49
Енот 1 написал(а):
Рывки при какой операции происходят? Случайно не черновая-концевой фрезой?
Откройте УП просмотрщиком, например NC Corrector и посмотрите на линии хода фрезы под увеличением.
я понял очем вы имеели ввиду.нет, не концевая фреза.это происходит при обработки чистовая и фреза для чистовая коническая R1.это явно в настройках матча но не знаю где копать.))
Поделиться92917-03-2018 20:22:23
- Долгожитель

- Зарегистрирован: 29-05-2010
- Приглашений: 0
- Сообщений: 416
- Уважение: [+97/-3]
- Позитив: [+1061/-13]
- Пол: Мужской
- Возраст: 70 [1956-06-21]
- Провел на форуме:
1 месяц 23 дня - Последний визит:
Сегодня 09:25:45
Друзья в чем ошибка происходит только в начальной точки 

Поделиться93017-03-2018 20:35:42
peka написал(а):
Друзья в чем ошибка происходит только в начальной точки
Делайте заход фрезы под углом, а не вертикальный.
И выход тоже.
А ещё лучше заход и выход по дуге.
Поделиться93117-03-2018 22:55:20
maksud написал(а):
о явно в настройках матча но не знаю где копать.))
Все же глянуть уп следует. Было подобное
Скрины грубых и гладких уп
________________
Проверьте эти параметры.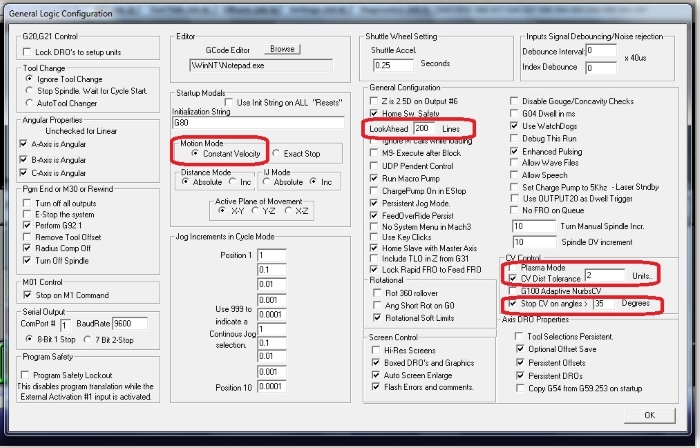
Поделиться93218-03-2018 03:06:25
Kachik написал(а):
Делайте заход фрезы под углом, а не вертикальный.
И выход тоже.
А ещё лучше заход и выход по дуге.
Совершенно согласен. Надо поменять подход и выход фрезы.
Поделиться93318-03-2018 10:15:00
- Долгожитель
- Зарегистрирован: 29-05-2010
- Приглашений: 0
- Сообщений: 416
- Уважение: [+97/-3]
- Позитив: [+1061/-13]
- Пол: Мужской
- Возраст: 70 [1956-06-21]
- Провел на форуме:
1 месяц 23 дня - Последний визит:
Сегодня 09:25:45
Kachik Yury Cz
Никогда не пользовался этой функцией  .Буду пробовать.
.Буду пробовать. 
Поделиться93418-03-2018 15:44:27
- Местный
- Откуда: Коканд
- Зарегистрирован: 13-03-2016
- Приглашений: 0
- Сообщений: 156
- Уважение: [+171/-0]
- Позитив: [+35/-0]
- Пол: Мужской
- Возраст: 44 [1982-01-20]
- Провел на форуме:
12 дней 8 часов - Последний визит:
22-07-2026 08:05:49
Енот 1 написал(а):
Все же глянуть уп следует. Было подобное
Скрины грубых и гладких уп
________________
Проверьте эти параметры.
настройка такая же как и у вас ,вот
и вот обработка кусочек 
и вот скрин уп 
Поделиться93518-03-2018 21:46:28
maksud написал(а):
настройка такая же как и у вас ,вот
и вот обработка кусочек
и вот скрин уп
Если уменьшить скорость до 1000мм/мин, рывки пропадают ?
Скорее всего скорость мотора по Z слишком низкая и ось не поспевает за остальными, поэтому матч замедляет движение и появляются рывки.
Надо выровнять скорость и ускорение для всех осей в настройках.
Поделиться93619-03-2018 12:37:57
maksud написал(а):
вот скрин уп
Дайте всю УП, попробую в холостую прогнать у себя. Ничего криминального пока в ней нет.
Какие скорости/ускорения по осям?
Поделиться93719-03-2018 17:01:51
- Местный

- Откуда: Рудный
- Зарегистрирован: 21-12-2016
- Приглашений: 0
- Сообщений: 122
- Уважение: [+13/-0]
- Позитив: [+83/-1]
- Пол: Мужской
- Возраст: 40 [1986-03-25]
- Провел на форуме:
9 дней 13 часов - Последний визит:
26-01-2020 14:06:02
Подскажите можно ли в матче выставлять разные скорости по осям. У меня на у 2000 на х 2800 на z 2100 ускорение на всех 1700 выше этих значений шд срываются. Не знаю в какую сторону копать чтоб скорость станка поднять.
- Подпись автора
Путь в 1000 миль начинается с одного шага.
Поделиться93819-03-2018 21:27:26
- Местный
- Откуда: Коканд
- Зарегистрирован: 13-03-2016
- Приглашений: 0
- Сообщений: 156
- Уважение: [+171/-0]
- Позитив: [+35/-0]
- Пол: Мужской
- Возраст: 44 [1982-01-20]
- Провел на форуме:
12 дней 8 часов - Последний визит:
22-07-2026 08:05:49
Енот 1 написал(а):
Дайте всю УП, попробую в холостую прогнать у себя. Ничего криминального пока в ней нет.
Какие скорости/ускорения по осям?
вот уп.думаю на уп нет проблема так как она на нц работает все четко .
по Х и У 5000-600 по Z 1500-300. двигатели гибрид .
Kachik написал(а):
Если уменьшить скорость до 1000мм/мин, рывки пропадают ?
Скорее всего скорость мотора по Z слишком низкая и ось не поспевает за остальными, поэтому матч замедляет движение и появляются рывки.
Надо выровнять скорость и ускорение для всех осей в настройках.
не пробовал ,каким образом можно выровнять ?
Поделиться93920-03-2018 00:28:45
maksud написал(а):
вот уп.думаю на уп нет проблема так как она на нц работает все четко .
по Х и У 5000-600 по Z 1500-300. двигатели гибрид .
не пробовал ,каким образом можно выровнять ?
Или в настройках двигателей Motor Tuning увеличить скорость двигателя по Z до скорости остальных осей.
Вариант 2 - Уменьшить скорость инструмента до 1000 в Арткаме и посмотреть пропадут рывки или нет.
Поделиться94020-03-2018 06:17:35
Пчеловод написал(а):
Подскажите можно ли в матче выставлять разные скорости по осям. У меня на у 2000 на х 2800 на z 2100 ускорение на всех 1700 выше этих значений шд срываются. Не знаю в какую сторону копать чтоб скорость станка поднять.
Подпись автора
Путь в 1000 миль начинается с одного шага.
у вас и так разные скорости на разных осях установлены! какие у вас двигатели, драйверы, блоки питания драйверов, чем оси приводятся в движение?
калькулятор скорости - http://www.precision-machines.ru/page/s … calculator
Поделиться94120-03-2018 06:47:28
- Местный
- Откуда: Рудный
- Зарегистрирован: 21-12-2016
- Приглашений: 0
- Сообщений: 122
- Уважение: [+13/-0]
- Позитив: [+83/-1]
- Пол: Мужской
- Возраст: 40 [1986-03-25]
- Провел на форуме:
9 дней 13 часов - Последний визит:
26-01-2020 14:06:02
У меня 1605(1300,1000,300) на всех осях, шд нема 23 425oz , драйвера DQ542MA , 2 блока 24в по 10А. С драйверами от вантай непонятки работают только в режиме 1\8 в матче выставляю 320 по линейке норма, на остальных режимах шд еле крутит.(на счёт разных скоростей по осям повлияет ли это на 3d обработку ?) Похоже я сам себе на кое что наступил зимой портал переделал поднял для поворотной оси вибрация появилась. По всей вероятности портал хлипкий стал.
Отредактировано Пчеловод (20-03-2018 12:58:51)
- Подпись автора
Путь в 1000 миль начинается с одного шага.
Поделиться94220-03-2018 09:42:31
Kachik написал(а):
Или в настройках двигателей Motor Tuning увеличить скорость двигателя по Z до скорости остальных осей.
Вариант 2 - Уменьшить скорость инструмента до 1000 в Арткаме и посмотреть пропадут рывки или нет.
Вы скажите, когда параметры фрезы задаёте, то подачу и врезание - то же одинаково прописываете?
_______=====________
maksud написал(а):
вот уп.думаю на уп нет проблема так как она на нц работает все четко .
Сегодня попробую запустит на маче, но если у вас настройки - согласно выше описанным, все должно быть хорошо.
Поделиться94320-03-2018 10:17:54
Енот 1 написал(а):
Вы скажите, когда параметры фрезы задаёте, то подачу и врезание - то же одинаково прописываете? .
Матч при одновременном движении нескольких осей, замедляет быстрые оси, чтобы в конечную точку все оси пришли одновременно...
Чтобы понять в этом причина рывков или нет я предложил не превышать в УП максимальной скорости самой медленной из осей (обычно это ось Z).
Ключевое слово не превышать, а врезаться быстро не надо, 20%-30% от подачи в самый раз.
Поделиться94420-03-2018 13:57:52
Kachik написал(а):
Матч при одновременном движении нескольких осей, замедляет быстрые оси, чтобы в конечную точку все оси пришли одновременно.
У меня ось z 5 м/мин, оси x и y 9 м/мин, ускорения везде по 500. Изменив в УП скорость на 4000 - получил ту же дерготню....
Понизив скорость до F1500 - гладко.
Дело наверно в разной длине участков на дуге в начале "склона" и в "ложбине"-не успевает разогнаться на коротких отрезках.
Поделиться94520-03-2018 17:59:25
- Местный
- Откуда: Коканд
- Зарегистрирован: 13-03-2016
- Приглашений: 0
- Сообщений: 156
- Уважение: [+171/-0]
- Позитив: [+35/-0]
- Пол: Мужской
- Возраст: 44 [1982-01-20]
- Провел на форуме:
12 дней 8 часов - Последний визит:
22-07-2026 08:05:49
Kachik написал(а):
Матч при одновременном движении нескольких осей, замедляет быстрые оси, чтобы в конечную точку все оси пришли одновременно...
Чтобы понять в этом причина рывков или нет я предложил не превышать в УП максимальной скорости самой медленной из осей (обычно это ось Z).
Ключевое слово не превышать, а врезаться быстро не надо, 20%-30% от подачи в самый раз.
скорее всего я соглашаюсь с вами,попробую и то и другой вариант и отпишусь!
Поделиться94620-03-2018 21:53:47
Енот 1 написал(а):
У меня ось z 5 м/мин, оси x и y 9 м/мин, ускорения везде по 500. Изменив в УП скорость на 4000 - получил ту же дерготню....
Понизив скорость до F1500 - гладко.
Дело наверно в разной длине участков на дуге в начале "склона" и в "ложбине"-не успевает разогнаться на коротких отрезках.
А попробуйте повысить скорость по Z и посмотрите изменится ли порог скорости на которой будет появляться дерготня ?
а он по идее и не должен на участках дуги замедляться или разгоняться, должен по возможности держать заданную скорость.
И попробуйте отключить вообще опцию CV stop, посмотрите как он без неё будет проходить дуги...
Поделиться94723-03-2018 10:03:40
Kachik написал(а):
попробуйте повысить скорость по Z и посмотрите изменится ли порог скорости на которой будет появляться дерготня ?
? Выбрана оптимальная скорость, исключающая "пропуски", могу только понизить скорость в УП, которая выше выложена. Исходника нет.
Kachik написал(а):
И попробуйте отключить вообще опцию CV stop, посмотрите как он без неё будет проходить дуги...
Мне незачем это делать, может это нужно автору проблемы... В мною сформированных УП проблем с дугами нет.
Поделиться94826-03-2018 16:23:22
сегодня косячок вылез
станок по осям Z и Y работает а деталь перестала вращаться
жму стоп - старт, станок сначала вращает заготовку - догоняет то что не вращала и далее нормально
перезапустил программу и тоже самое
у кого какие мнения
компьютер под замену ?
Поделиться94926-03-2018 16:24:27
Vlas написал(а):
сегодня косячок вылез
станок по осям Z и Y работает а деталь перестала вращаться
жму стоп - старт, станок сначала вращает заготовку - догоняет то что не вращала и далее нормально
перезапустил программу и тоже самоеу кого какие мнения
компьютер под замену ?

Поделиться95031-03-2018 20:43:02

Здравствуйте, подскажите в чем проблема - приобрел китайский станок, настроил (по осям ездит, шпиндель включается) но при попытке загрузить G-код (простой пазл из фанеры) ничего не двигается, вместо модели в окне пустой куб. Последняя версия Mach3 с оф. сайта, соединение через usb (управляющая плата под usb разъем), win7 на ноутбуке
Поделиться95131-03-2018 21:05:54
lynx2772 написал(а):
при попытке загрузить G-код
Каким постпроцессором пользуетесь?
Скиньте 20 первых строк УП
Отредактировано Роман С (31-03-2018 21:07:28)
Поделиться95231-03-2018 21:14:06
Роман С написал(а):
Каким постпроцессором пользуетесь?
Виноват, не знаю что это....
Gкод в сети нашел, так же пробовал простой текст из мастера, та же беда...
Китайская карта под мак 3 по ссылке
http://www.cdxhctech.com/html/eProduct/ … 5_415.html
Поделиться95331-03-2018 21:21:19
часть кода
0
SECTION
2
HEADER
9
$ACADVER
1
AC1009
9
$EXTMIN
10
13.11596922
20
9.07299994
30
0.0
9
$EXTMAX
10
178.86541500
20
275.23119729
30
0.0
0
ENDSEC
0
SECTION
2
TABLES
0
TABLE
2
LAYER
70
1
0
LAYER
2
Nнvel Padrгo
70
0
62
1
6
CONTINUOUS
0
ENDTAB
0
ENDSEC
0
SECTION
2
ENTITIES
0
POLYLINE
8
Nнvel Padrгo
66
1
39
0.000000
70
1
0
VERTEX
8
0
10
53.87820131
20
270.04320092
0
VERTEX
8
0
10
53.96820875
20
270.05901486
0
VERTEX
8
0
10
54.06075608
20
270.06004242
0
VERTEX
8
0
10
54.24983231
20
270.02095054
0
VERTEX
8
0
10
54.43815382
20
269.93234963
0
VERTEX
8
0
10
54.61844445
20
269.80066404
0
VERTEX
8
0
10
54.78342805
20
269.63231815
0
VERTEX
8
0
10
54.92582846
20
269.43373629
0
VERTEX
8
0
10
55.03836951
20
269.21134283
0
VERTEX
8
0
10
55.11377505
20
268.97156213
0
VERTEX
8
0
10
55.14476890
20
268.72081854
0
VERTEX
8
0
10
55.12407492
20
268.46553642
0
VERTEX
8
0
10
55.09207119
20
268.33820103
0
VERTEX
8
0
10
55.04441695
20
268.21214013
0
VERTEX
8
0
10
54.98020266
20
268.08815679
0
VERTEX
8
0
10
54.89851881
20
267.96705403
0
VERTEX
8
0
10
54.79845588
20
267.84963491
0
VERTEX
8
0
10
54.67910435
20
267.73670247
0
VERTEX
8
0
10
54.53955471
20
267.62905975
0
VERTEX
8
0
10
Поделиться95431-03-2018 21:23:50
Не знаю для какой стойки этот код.
Лучше учиться самому делать УП
Вот пример для МАЧ
N0 ( 3.7 градус радиус конической фрезы, радиус скругления 0.750 мм)
N1 T1M6
N2 G17
N3 G0Z10.8
N4 S18000M3
N5 G0X212.41Y-242.09Z10.00
N6 G1Z-14.10F1000.0
N7 G1X212.61Z-14.12F3000.0
N8 X212.81Z-14.13
N9 X213.01Z-14.18
N10 X213.42Z-14.30
N11 X213.74Y-242.08Z-14.34
N12 X213.91Y-242.08Z-14.31
N13 X214.07Y-242.08Z-14.30
N14 X214.24Y-242.07Z-14.18
N15 X214.73Y-242.03Z-14.10
N16 X215.23Y-241.97Z-14.01
N17 X215.56Y-241.94Z-14.03
N18 X215.34Z-13.98
N19 X214.91Z-13.93
N20 X214.70Z-13.92
N21 X214.05Z-13.78
N22 X212.97Z-13.48
N23 X212.54Z-13.42
N24 X212.11Z-13.38
N25 X211.24Z-13.19
N26 X211.03Z-13.16
N27 X210.60Z-13.16
N28 X210.38Z-13.18
N29 X209.73Z-13.16
Поделиться95522-04-2018 05:02:38
- Местный

- Откуда: Дмитров- Павловский Посад
- Зарегистрирован: 05-12-2014
- Приглашений: 0
- Сообщений: 78
- Уважение: [+79/-1]
- Позитив: [+24/-0]
- Пол: Мужской
- Возраст: 56 [1969-10-09]
- Провел на форуме:
10 дней 0 часов - Последний визит:
06-03-2024 19:30:59
Приветствую всех. Собрал и запустил станок ЧПУ для резки полистирола, резки пенопласта.Описоние работы. Так вот есть такая проблема. Управление Mach3. Контролер 
Задействованы 4 оси:
Ось X, ей подчинена ось А
Ось Y, ей подчинена ось B
Все работает, только есть маленькая проблема. Пытался задействовать включенние нагрева нити вместо шпинделя. Так получается ось В в этой плате завязано с реле включения шпинделя. Или шпиндель или ось. Это как?
Вот вопрос в том, можно ли ось Z оси Y?
Оси должны быть независимы! На каждой стоят свои датчики Home.
Пока нагрев вклчаю в ручном режиме.
И попутно одна заметка. Станок работает от ноутбука. Использовал такую плату- контролер
Первая попавшаяся ссылка. Паралельный порт для ноутбука
Не рекламирую! Облегчаю жизнь коллег. С негоже и фрезером управлял для эксперимента.
И еще одно ценное наблюдение. Ну ноут установил профиль от фрезера, поменял только настройки LPT и все заработало как с компа.
Поделиться95613-05-2018 17:24:58
- Местный
- Откуда: Коканд
- Зарегистрирован: 13-03-2016
- Приглашений: 0
- Сообщений: 156
- Уважение: [+171/-0]
- Позитив: [+35/-0]
- Пол: Мужской
- Возраст: 44 [1982-01-20]
- Провел на форуме:
12 дней 8 часов - Последний визит:
22-07-2026 08:05:49
здравствуйте!нужно помощь ..значит по 2д обра..нормально все ,а если касается по 3д обработки то получается смещение по Z вверх.т.е когда начинается обработка ..при каждом шаги потихоньку (по какой-то десятка мм начинается подниматься ) не до ходя даже половину заготовку фреза уже оказывается на верх плоскость ...что делать подскажите пожалуйста ?
Поделиться95713-05-2018 19:57:30
maksud написал(а):
здравствуйте!нужно помощь ..значит по 2д обра..нормально все ,а если касается по 3д обработки то получается смещение по Z вверх.т.е когда начинается обработка ..при каждом шаги потихоньку (по какой-то десятка мм начинается подниматься ) не до ходя даже половину заготовку фреза уже оказывается на верх плоскость ...что делать подскажите пожалуйста ?
уменьши скорость может пропуск шагов идет
или драйвер по зед глючит
Поделиться95813-05-2018 20:48:49
maksud
Если у Вас соединение двигателя с ШВП на оси идёт через муфту ,то проверьте фиксацию муфты,бывает что муфта проскальзывает если не затянута,ну и настройку разгон/торможение тоже надо посмотреть
Поделиться95913-05-2018 20:49:24
- Освоившийся

- Откуда: Днепропетровск
- Зарегистрирован: 01-12-2015
- Приглашений: 0
- Сообщений: 44
- Уважение: [+38/-0]
- Позитив: [+49/-0]
- Пол: Мужской
- Возраст: 52 [1973-10-12]
- Провел на форуме:
6 дней 22 часа - Последний визит:
07-02-2023 10:04:00
Добрый день! Я хобист и пользовался не лицензионным матче, за три месяца после пуска станка не было ни одного сбоя. Правда упехи были были не большие, обработка не больше двух часов, а вот запустил обработки по больше и два сбоя, причем одинаковых на разных уп. После окончания, по одной оси не возвращается в ноль. Механика исключена, грешу на мач и подумываю о приобретении лицензии. Подскажите в чем разница между мач 3 и 4, разница в 25 дол. И может быть подобная проблема потому что станок не заземлен, или какие то другие причины?
Поделиться96014-05-2018 15:52:48
- Местный
- Откуда: Коканд
- Зарегистрирован: 13-03-2016
- Приглашений: 0
- Сообщений: 156
- Уважение: [+171/-0]
- Позитив: [+35/-0]
- Пол: Мужской
- Возраст: 44 [1982-01-20]
- Провел на форуме:
12 дней 8 часов - Последний визит:
22-07-2026 08:05:49
erisson написал(а):
уменьши скорость может пропуск шагов идет
или драйвер по зед глючит
уменьшал и все хорошо получилось но.плохо что теперь обработка получается долго,или есть еще какой ниб решения ? спасибо большое!!
Поделиться96114-05-2018 16:22:19
Shved написал(а):
Добрый день! Я хобист и пользовался не лицензионным матче, за три месяца после пуска станка не было ни одного сбоя. Правда упехи были были не большие, обработка не больше двух часов, а вот запустил обработки по больше и два сбоя, причем одинаковых на разных уп. После окончания, по одной оси не возвращается в ноль. Механика исключена, грешу на мач и подумываю о приобретении лицензии. Подскажите в чем разница между мач 3 и 4, разница в 25 дол. И может быть подобная проблема потому что станок не заземлен, или какие то другие причины?
Раз созрел на лицензию тогда посмотри на этот продукт UCCNC license key + UC400ETH ethernet motion controller тут форум forum.cncdrive
Поделиться96216-05-2018 00:54:30
maksud написал(а):
здравствуйте!нужно помощь ..значит по 2д обра..нормально все ,а если касается по 3д обработки то получается смещение по Z вверх.т.е когда начинается обработка ..при каждом шаги потихоньку (по какой-то десятка мм начинается подниматься ) не до ходя даже половину заготовку фреза уже оказывается на верх плоскость ...что делать подскажите пожалуйста ?
Привет. Была такая-же проблема. Была решена заменой провода к оси Z на экранированный, и заземлением станка вобщем. На всякий случай заменил все провода на экранированные. Уже почти год полет нормальный.
Поделиться96317-05-2018 16:39:38
- Местный
- Откуда: Коканд
- Зарегистрирован: 13-03-2016
- Приглашений: 0
- Сообщений: 156
- Уважение: [+171/-0]
- Позитив: [+35/-0]
- Пол: Мужской
- Возраст: 44 [1982-01-20]
- Провел на форуме:
12 дней 8 часов - Последний визит:
22-07-2026 08:05:49
Solo2000 написал(а):
, все провода на экранированные. .
а как это вообще выглядит ?)) если можно по картинкам .в этом случае можно добавить скорости ...?
Поделиться96417-05-2018 19:06:11
maksud написал(а):
Solo2000 написал(а):
, все провода на экранированные. .
а как это вообще выглядит ?)) если можно по картинкам .в этом случае можно добавить скорости ...?
Кабель OLFLEX CLASSIC 115 CY 4G1
Поделиться96517-05-2018 19:25:02
maksud написал(а):
а как это вообще выглядит ?)) если можно по картинкам .в этом случае можно добавить скорости ...?
Да, кабель примерно такой как указал NikolayUa24.
И да ты можешь увеличить скорость, но не на много. Процентов на 10. Самое главное, что шаги пропадать не будут.
Поделиться96621-05-2018 20:08:47
Подскажите пожалуйста.Установлен МАСН3 (лицензия),контроллер PLCM е3р и PLCM b1.Хотел попробовать программу PUREMOTION после установки (за 15 минут во время выполнения У,П.-ось Z ушла от 0 на 0.6 мм).вернулся к программе МАСН3.
При выполнении У,П. программа МАСН 3 останавливается на строке М3 S15000 ,в статусной строке появляется надпись -получен некорректный код разрешения.
Что это может быть?
Разобрался.Заблокировался контроллер.Пурелоджик прислал код разблокировки контроллера.
Отредактировано Слава333 (22-05-2018 08:52:55)
Поделиться96723-05-2018 11:38:52
Перенос настроек из Mach3 в Emc2
Господа, поделитесь опытом. Никак не могу найти проблему.
Есть настройки Mach3, при которых станок замечательно работает, но в процессе
частенько глючит, из за крякнутого mach3 (теряет 0 периодически и прочие радости).
Решили попробовать Emc2 (linuxcnc). Вопрос в том, что я не очень то разбираюсь
во всех тонкостях и не могу как то самостоятельно интерпретировать настройки
из mach3 в конфигуратор Emc2 (Stepconf). Там есть импортер из Mach, но при импорте
этих настроек - ничего не происходит (но на экране положение осей меняется). Запускаю программу с
импортированными настройками mach3 - снимаю станок с F1 и включаю F2. Никакой реакции двигателей,
шпинделя (хотя он периодически пощелкивает релюшкой, но не запускается). Всё так же осложняется
отсутствием какой либо документации на железо. Какой то китай... есть вот только рабочие настройки
mach 3. Но наименования\названия их сильно разные, и что куда устанавливать решительно непонятно!
Уважаемые ЧПУшники, был бы вам бесконечно благодарен, если бы вы направили на путь решения
задачи, или подсказали куда чего тыкать и как настроить. Вот альбом с нашими настройками Mach3.
За ранее огромное человеческое спасибо!
Поделиться96824-05-2018 14:50:14
Инструкция эта прочитана конечно. Но сами ЗНАЧЕНИЯ откуда брать то? Не из воображения же.
Проблема всё еще актуальная. Может кто то скинет свои настройки? (у нас 4 оси, два двигателя на Y).
Совершенно не понятно какие значения вводить куда. И все инструкции существующие гласят: В поле ввода значения А -
введите значение А вашего станка. У нас этих данных НЕТ. Интерфейсная плата нонейм полный. Высокочастотник вообще
какой то японский наверное, на английском ничего нет. Документации нет никакой. Не от чего отталкиваться ВОВСЕ.
PS: Посмотрев на настройки матча - почти ничего из позиций и названий не совпадает.
Поделиться96903-07-2018 23:43:44
Mach 3. Подскажите, ув. форумчане, из-за чего может происходить смещение после остановки. Иногда сам тормознет и после запуска сместится. При чем mach 3 это отмечает в окошке графически. Вот на одну полосочку ниже, желтым отмечено, такая ступенька получилась. 
- Подпись автора
Mach 3 (лицензия)
Поделиться97028-07-2018 15:49:11
- Местный
- Откуда: Коканд
- Зарегистрирован: 13-03-2016
- Приглашений: 0
- Сообщений: 156
- Уважение: [+171/-0]
- Позитив: [+35/-0]
- Пол: Мужской
- Возраст: 44 [1982-01-20]
- Провел на форуме:
12 дней 8 часов - Последний визит:
22-07-2026 08:05:49
уважаемые подскажите пожл..ест ли на матче 3 волшебная кнопочка вкл-выкл чтоб матч игнорировал на авто подачи и врезание и т.п . это типа как на нц студио
Поделиться97105-08-2018 12:18:21
Добрый день может кто нибудь подскажет как подружить мач3 по Modbus с блокок ввода вывода от biesse rover CNI SI816 вот мануал на него подружить хочу через переходник usb-rs485
https://www.google.by/url?sa=t&sour … smsRZj4PHs
Поделиться97227-09-2018 14:27:51
Добрый день!
Подскажите, у меня возникла такая проблема с фрезерным станком. Станок ручным управлением работает, PlCM работает, а при запуске УП или возврате в ноль пишет в статусе «получен некорректный код разрешения» и не идёт программа, Раньше все работало
Поделиться97314-10-2018 23:04:40
Коллеги, приветствую! Уверен что этот вопрос уже много раз освещался, но если не сложно подскажите. Суть такова: сделал я станочек, вроде всё настроил, он даже заработал. Вопрос в том, что он и холостой и рабочий ход делает на одной скорости. Как бы сделать холостые перемещения фрезы быстрее. УП делаю в Арткаме, станок на Mach3, красный китайский 4-х осевой контроллер.
Поделиться97416-10-2018 06:39:15
Костя_Крым написал(а):
Коллеги, приветствую! Уверен что этот вопрос уже много раз освещался, но если не сложно подскажите. Суть такова: сделал я станочек, вроде всё настроил, он даже заработал. Вопрос в том, что он и холостой и рабочий ход делает на одной скорости. Как бы сделать холостые перемещения фрезы быстрее. УП делаю в Арткаме, станок на Mach3, красный китайский 4-х осевой контроллер.
холостой ход задается в мач3, а рабочий в арткаме при создании уп. проверте настройки двигателей в мач3 там, где задаются скорость и ускорение двигателей.
Поделиться97522-10-2018 14:26:10
- Местный

- Откуда: Брянск
- Зарегистрирован: 18-09-2014
- Приглашений: 0
- Сообщений: 100
- Уважение: [+3/-0]
- Позитив: [+25/-0]
- Пол: Мужской
- Провел на форуме:
4 дня 4 часа - Последний визит:
25-06-2026 07:15:12
Добрый день, Столкнулся в маче с проблемой, Мач не отображает обороты шпинделя, там где должны указываться обороты всегда стоит значение - (-1) rpm и Spindel speede -0. Шпиндель подключен через китайский инвертор Xinfutai 1.5 kw и плату Bl-mach 1.1. Реле на плате срабатывает и шпиндель запускается на максимальных оборотах. Переводил частотник на ручное управление с пульта, обороты меняются. Не работает шим регулировка через мач. Так вот. мне надо искать проблему в настройках мача или частотника?, пины вроде как все прописаны. И может кто имел уже дело с xinfutai инвертором я бы хотел задать один вопрос по правильности подключения частотника к контроллеру мач.
Поделиться97622-10-2018 15:55:05
Erectly написал(а):
Добрый день, Столкнулся в маче с проблемой, Мач не отображает обороты шпинделя, там где должны указываться обороты всегда стоит значение - (-1) rpm и Spindel speede -0. Шпиндель подключен через китайский инвертор Xinfutai 1.5 kw и плату Bl-mach 1.1. Реле на плате срабатывает и шпиндель запускается на максимальных оборотах. Переводил частотник на ручное управление с пульта, обороты меняются. Не работает шим регулировка через мач. Так вот. мне надо искать проблему в настройках мача или частотника?, пины вроде как все прописаны. И может кто имел уже дело с xinfutai инвертором я бы хотел задать один вопрос по правильности подключения частотника к контроллеру мач.
Нажми на сброс там где скорость шпинделя отображается. На выходе с платы уже должно быть не шим а 0-10в запускаешь УП или в мди набираешь М3 S24000 мультиметр на выход с преобразователя на плате и двигая ползунок смотришь на показания мультиметра. И нужно настроить Мач.
Заходим в настройки портов и пинов: Config – Ports and Pins, и выбираем закладку Motor Outputs. В данном окне определяем ножку вывода для шага шпинделя: в строке Spindle активируем пункт Enabled и выставляем 1 в пункте Step Pin (т.к. именно этот вывод LPT порта отведен для регулировки PWM (шим) на нашей плате опторазвязки) и порт 1 в пункте Step Port. Далее переходим в Spindle Setup и в окне Motor Control отмечаем пункты Use Spindle Motor Output и PWM Control, значение PWM Base Frec. лучше выставить в диапазоне 5 – 50. Далее заходим в меню настроек скорости шпинделя (об/мин): Config – Spindle Pulleys и выставляем минимальную и максимальную скорость вашего шпинделя, Min Speed-6000 об/мин и Max Speed-24000 об/мин соответственно. Чем выше выбранная частота, тем меньше выбор скоростей и больше нагрузка на само ядро Mach. Число разных скоростей это Kernel Speed/PWMBase Freq. Если частота 35000 Гц и задали PWMBase = 50 Гц, то доступно 700 разных скоростей.
Отредактировано NikolayUa24 (22-10-2018 16:27:24)
Поделиться97722-10-2018 17:29:49
- Местный
- Откуда: Брянск
- Зарегистрирован: 18-09-2014
- Приглашений: 0
- Сообщений: 100
- Уважение: [+3/-0]
- Позитив: [+25/-0]
- Пол: Мужской
- Провел на форуме:
4 дня 4 часа - Последний визит:
25-06-2026 07:15:12
NikolayUa24 написал(а):
Нажми на сброс там где скорость шпинделя отображается. На выходе с платы уже должно быть не шим а 0-10в запускаешь УП или в мди набираешь М3 S24000 мультиметр на выход с преобразователя на плате и двигая ползунок смотришь на показания мультиметра. И нужно настроить Мач.
Заходим в настройки портов и пинов: Config – Ports and Pins, и выбираем закладку Motor Outputs. В данном окне определяем ножку вывода для шага шпинделя: в строке Spindle активируем пункт Enabled и выставляем 1 в пункте Step Pin (т.к. именно этот вывод LPT порта отведен для регулировки PWM (шим) на нашей плате опторазвязки) и порт 1 в пункте Step Port. Далее переходим в Spindle Setup и в окне Motor Control отмечаем пункты Use Spindle Motor Output и PWM Control, значение PWM Base Frec. лучше выставить в диапазоне 5 – 50. Далее заходим в меню настроек скорости шпинделя (об/мин): Config – Spindle Pulleys и выставляем минимальную и максимальную скорость вашего шпинделя, Min Speed-6000 об/мин и Max Speed-24000 об/мин соответственно. Чем выше выбранная частота, тем меньше выбор скоростей и больше нагрузка на само ядро Mach. Число разных скоростей это Kernel Speed/PWMBase Freq. Если частота 35000 Гц и задали PWMBase = 50 Гц, то доступно 700 разных скоростей.Отредактировано NikolayUa24 (Сегодня 16:27:24)
Спасибо, пытаюсь понять в чем дело, вроде начал регулировать обороты, только вверх ногами, тяну ползунок вверх добавляю обороты а скорость наоборот падает. У меня есть вопрос еще глупее, я буквально пару дней назад впервые мач запустил. Я пытаюсь выставить z безопастности. то есть я обнулился, поставил z-safe 25 мм. Я предполагал что это работает примерно так же как и в нц студио. Обнулился возвращаю станок в рабочие координаты, 2 оси стоят на месте а z просто поднимается на безопасную высоту 25 мм. Так вот этот чудо мач поднимает z ось на 25 мм и снова опускает ее в 0. Что за чудо такое? Может я пропустил опять в настройках что то?
Поделиться97822-10-2018 18:27:47
Erectly написал(а):
NikolayUa24 написал(а):
Нажми на сброс там где скорость шпинделя отображается. На выходе с платы уже должно быть не шим а 0-10в запускаешь УП или в мди набираешь М3 S24000 мультиметр на выход с преобразователя на плате и двигая ползунок смотришь на показания мультиметра. И нужно настроить Мач.
Заходим в настройки портов и пинов: Config – Ports and Pins, и выбираем закладку Motor Outputs. В данном окне определяем ножку вывода для шага шпинделя: в строке Spindle активируем пункт Enabled и выставляем 1 в пункте Step Pin (т.к. именно этот вывод LPT порта отведен для регулировки PWM (шим) на нашей плате опторазвязки) и порт 1 в пункте Step Port. Далее переходим в Spindle Setup и в окне Motor Control отмечаем пункты Use Spindle Motor Output и PWM Control, значение PWM Base Frec. лучше выставить в диапазоне 5 – 50. Далее заходим в меню настроек скорости шпинделя (об/мин): Config – Spindle Pulleys и выставляем минимальную и максимальную скорость вашего шпинделя, Min Speed-6000 об/мин и Max Speed-24000 об/мин соответственно. Чем выше выбранная частота, тем меньше выбор скоростей и больше нагрузка на само ядро Mach. Число разных скоростей это Kernel Speed/PWMBase Freq. Если частота 35000 Гц и задали PWMBase = 50 Гц, то доступно 700 разных скоростей.Отредактировано NikolayUa24 (Сегодня 16:27:24)
Спасибо, пытаюсь понять в чем дело, вроде начал регулировать обороты, только вверх ногами, тяну ползунок вверх добавляю обороты а скорость наоборот падает. У меня есть вопрос еще глупее, я буквально пару дней назад впервые мач запустил. Я пытаюсь выставить z безопастности. то есть я обнулился, поставил z-safe 25 мм. Я предполагал что это работает примерно так же как и в нц студио. Обнулился возвращаю станок в рабочие координаты, 2 оси стоят на месте а z просто поднимается на безопасную высоту 25 мм. Так вот этот чудо мач поднимает z ось на 25 мм и снова опускает ее в 0. Что за чудо такое? Может я пропустил опять в настройках что то?
Мач ничего не поднимает и не опускает. Смотри скрипт что там ка прописано.
У меня он работает корректно. Но я пользуюсь на стандартным Скринсетом а Ссылка
Скрипт
Rem VBScript Для корректировки длинны инструмента
'STEPMOTOR [14.11.2011]
'Скрипт работает в метрической системе координатPlateOffset=19.38 'толщина платы мм.19.38
Zup=5 'Расстояние на которое отойдет фреза после коррекции
MaxZPlus=250 'максимальный ход станка по оси Z мм.Sleep 100 'Пауза 0,1 сек.
CurrentFeed = GetOemDRO(818) 'Запомнить текущюю скорость, для того чтобы восстановить после коррекции.
Code "F300" 'Задать скорость подачи до касания инструментомZNew = GetDro(2) - MaxZPlus 'опустить инструмент до касания
Code "G31Z" &ZNew
While IsMoving() 'Подождать пока произойдет касание платы.
Wend
ZNew = GetVar(2002) 'читать точку касания
Code "G0 Z" &ZNew + 3 'отьехать вверх на 3мм от точки касания
While IsMoving ()
WendCode "F50" 'замедлить подачу до 50мм\мин
ZNew = GetDro(2) - 6
Code "G31Z" &ZNew 'опустить инструмент до касания
While IsMoving() 'Подождать пока произойдет касание платы.
WendIf PlateOffset <> 0 Then
Call SetDro (2, PlateOffset) 'записать в окно Z толщину платы, тем самым откорректировав позицию по Z
Code "G4 P0.25" 'пауза для успешной записи значения в DRO
ZNew = PlateOffset + Zup 'вычислени точки подьема
Code "G0 Z" &ZNew 'поднять на высоту отхода после коррекции
While IsMoving ()
Wend
Code "(Z axis is now zero !)" 'послать сообщение в статус
End IfCode "F" &CurrentFeed 'Возвращаем установленное значение подачи
Sleep 100
Отредактировано NikolayUa24 (22-10-2018 19:08:00)
Поделиться97915-11-2018 21:13:53
Все. Сдаюсь. Не могу побороть автоноль на станке. Все срабатывает, идет в правильных направлениях - но в строке оси Z пишет совсем не то что нужно. Уже перепробовал, наверное , все скрипты какие нашел в инете. Такое ощущение что VB работает некорректно. Может кто сталкивался с таким? Мach3 лицензионный, последний. Грашил на него - но нет. Новый комп, свежий Mach3. Даже сделал новый профиль - результат один и тот же.
Поделиться98015-11-2018 21:26:42
Solo2000 написал(а):
но в строке оси Z пишет совсем не то что нужно.
А что нужно?
Поделиться98115-11-2018 21:41:51
Енот 1
К примеру, у меня толщина пластины 16 мм. После касания пластины шпиндель поднимается вверх на безопасное расстояние. Mach пишет значение по Z но совсем не то, которое должно быть. Проверка элементарна -
"G0 Z0" - не доходит до поверхности, причем не одно и тоже расстояние.
Поделиться98215-11-2018 23:45:21
Solo2000 написал(а):
"G0 Z0" - не доходит до поверхности, причем не одно и тоже расстояние.
Так может пластина не 16?
В любом случае-лови(уже на 16 мм пластину, или произвольно меняем):
_________________________
Скрипт
Rem VBScript To probe In the z axis
DoOemButton(1003)
If GetOemLed (825) <> 0 Then 'Check to see if the probe is already grounded or faulty
Code "(Z-Plate is grounded, check connection and try again)" 'this goes in the status bar if aplicable
Else
'Code "G4 P1" 'Pause 1 seconds to give time to position probe plate
Sleep 100
PlateOffset = 16.000 '<--- !!!!!!!!!!!!!! Write here you plate thickness !!!!!!!!!!!!!!
CurrentFeed = GetOemDRO(818) 'Get the current feedrate to return to later
Code "F100" 'slow down feedrate to 4 ipm
Sleep 100Rem Probe In the z direction
ZNew = GetDro(2) - 50 'probe move to current z - 50 mm
Code "G31Z" &ZNew
While IsMoving() 'wait for probe move to finish
Wend'ZNew = GetVar(2002) 'read the touch point
'Code "G0 Z" &ZNew 'move back to hit point incase there was overshoot
'While IsMoving ()
'WendIf PlateOffset <> 0 Then
Call SetDro (2, PlateOffset) 'set the Z axis DRO to plate thickness
'Code "G4 P1" 'Pause for Dro to update.
Sleep 500
ZNew = PlateOffset + 2 'ZNew = plate thickness + 2 mm
Sleep 100
'ZNew = 2 ' as variant. But ZNew coordinate should be more than a thickness of a plate
Code "G0 Z" &ZNew 'put the Z retract height you want here
Code "(Z axis is now zeroed)" 'puts this message in the status bar
End IfSleep 100
Code "F" &CurrentFeed 'Returns to prior feed rate
End If
__________________________________
Отредактировано Енот 1 (16-11-2018 07:20:52)
Поделиться98316-11-2018 04:02:21
Енот 1
Спасибо. На досуге попробую и дам знать как прошло.
Поделиться98419-12-2018 19:04:28
- Местный
- Откуда: Рудный
- Зарегистрирован: 21-12-2016
- Приглашений: 0
- Сообщений: 122
- Уважение: [+13/-0]
- Позитив: [+83/-1]
- Пол: Мужской
- Возраст: 40 [1986-03-25]
- Провел на форуме:
9 дней 13 часов - Последний визит:
26-01-2020 14:06:02
Здравствуйте форумчане. Подскажите плиз можно ли по координатам в матче найти командную строку ? Два раза пытался вырезать из фанеры 3d картинку льва на одном и том же месте глохнет координаты списал и протупил строку не списал вырубил матч.
- Подпись автора
Путь в 1000 миль начинается с одного шага.
Поделиться98519-12-2018 19:56:16
В блокноте поиском ctrl+f
Поделиться98619-12-2018 20:04:32
- Местный
- Откуда: Рудный
- Зарегистрирован: 21-12-2016
- Приглашений: 0
- Сообщений: 122
- Уважение: [+13/-0]
- Позитив: [+83/-1]
- Пол: Мужской
- Возраст: 40 [1986-03-25]
- Провел на форуме:
9 дней 13 часов - Последний визит:
26-01-2020 14:06:02
В блокноте можно посмотреть по координатам каков строка и возможные касяки почему тормозит станок?
- Подпись автора
Путь в 1000 миль начинается с одного шага.
Поделиться98719-12-2018 20:06:54
Пчеловод написал(а):
В блокноте можно посмотреть по координатам каков строка и возможные касяки почему тормозит станок?
В блокноте найти строку. А что узнаете - такого вопроса не было 
Поделиться98819-12-2018 20:11:24
- Местный
- Откуда: Рудный
- Зарегистрирован: 21-12-2016
- Приглашений: 0
- Сообщений: 122
- Уважение: [+13/-0]
- Позитив: [+83/-1]
- Пол: Мужской
- Возраст: 40 [1986-03-25]
- Провел на форуме:
9 дней 13 часов - Последний визит:
26-01-2020 14:06:02
Спосибо за совет я просто для фанеры 18 решил попробовать резать под углом 20 растр классический и два раза станок тормозит как только выпилит треугольник с растром без угла такого никогда не было.
- Подпись автора
Путь в 1000 миль начинается с одного шага.
Поделиться98919-12-2018 21:56:31
- Гуру

- Откуда: Молдова
- Зарегистрирован: 24-12-2010
- Приглашений: 0
- Сообщений: 1478
- Уважение: [+1118/-10]
- Позитив: [+296/-18]
- Пол: Мужской
- Возраст: 72 [1953-07-31]
- Провел на форуме:
2 месяца 9 дней - Последний визит:
21-05-2026 17:44:18
Пчеловод написал(а):
В блокноте можно посмотреть по координатам каков строка и возможные касяки почему тормозит станок?
В Блокноте - Правка - Найти, в note-pad - "бинокль". Вводите координату и кнопка "Найти далее". Получите строку УП.
Учтите, строк с координатой по одной оси может быть несколько. если координата по другой оси не подходит, жмем опять "Найти далее", пока не подойдут обе координаты.
А вот косяки в первую очередь следует искать в самом станке. Явный синтаксический ляп в УП Мач сам не пропустит при загрузке файла. Ошибки траектории УП надо смотреть в АртКАМе (или какой там прогой Вы составляете УП).
Поделиться99020-12-2018 09:27:00
- Местный
- Откуда: Рудный
- Зарегистрирован: 21-12-2016
- Приглашений: 0
- Сообщений: 122
- Уважение: [+13/-0]
- Позитив: [+83/-1]
- Пол: Мужской
- Возраст: 40 [1986-03-25]
- Провел на форуме:
9 дней 13 часов - Последний визит:
26-01-2020 14:06:02
Полистал я блокнот минут 10 только потом допер что координаты которые оставил мне матч бить не должно x92 y0 z -12 
- Подпись автора
Путь в 1000 миль начинается с одного шага.
Поделиться99120-12-2018 09:34:36
- Местный
- Откуда: Рудный
- Зарегистрирован: 21-12-2016
- Приглашений: 0
- Сообщений: 122
- Уважение: [+13/-0]
- Позитив: [+83/-1]
- Пол: Мужской
- Возраст: 40 [1986-03-25]
- Провел на форуме:
9 дней 13 часов - Последний визит:
26-01-2020 14:06:02
Снизу первая проба резанья фанеры под углом 20 растр(классический) станок тормознул стал грешить на станок переписал программу модель увеличил скорость понизил вырезал такой же фрагмент и станок заглох. Сейчас запустил программу не включая станка буду ждать чтобы определить где касяк в станке или в арткаме.
- Подпись автора
Путь в 1000 миль начинается с одного шага.
Поделиться99220-12-2018 10:42:23
- Местный

- Откуда: Peгиoн92
- Зарегистрирован: 03-02-2014
- Приглашений: 0
- Сообщений: 103
- Уважение: [+174/-4]
- Позитив: [+144/-2]
- Пол: Мужской
- Провел на форуме:
8 дней 4 часа - Последний визит:
12-05-2026 22:08:35
Пчеловод написал(а):
Снизу первая проба резания фанеры под углом 20 растр(классический) станок тормознул, стал грешить на станок, переписал программу, модель увеличил, скорость понизил, вырезал такой же фрагмент и станок заглох. Сейчас запустил программу, не включая станка буду ждать, чтобы определить, где косяк в станке или в арткаме.
А не может быть дело в товарище - Ivan Todosijevic  (судя по фото панели управления)
(судя по фото панели управления)
Вместо блокнота, попробуйте NC Corrector или CIMCOEdit - наглядно и очень удобно анализировать созданный файл УП.
- Подпись автора
Не тот силён, кто не упал! А кто упав, сумел подняться! B0XA
Поделиться99320-12-2018 11:27:46
- Местный
- Откуда: Рудный
- Зарегистрирован: 21-12-2016
- Приглашений: 0
- Сообщений: 122
- Уважение: [+13/-0]
- Позитив: [+83/-1]
- Пол: Мужской
- Возраст: 40 [1986-03-25]
- Провел на форуме:
9 дней 13 часов - Последний визит:
26-01-2020 14:06:02
В холостую матч сейчас читает программу уже перешёл тот треугольник на котором авария случилась, остаётся винить станок. Единственное что мне не понятно почему авария случалась на одном и том же фрагменте хотя программы написал разные вторая модель больше и скорость обработки ниже.
- Подпись автора
Путь в 1000 миль начинается с одного шага.
Поделиться99420-12-2018 14:57:44
Обычно, когда станок останавливается, в окне информации будет сообщение о причине. Но это бывает не всегда.
Поделиться99520-12-2018 16:15:57
- Местный
- Откуда: Рудный
- Зарегистрирован: 21-12-2016
- Приглашений: 0
- Сообщений: 122
- Уважение: [+13/-0]
- Позитив: [+83/-1]
- Пол: Мужской
- Возраст: 40 [1986-03-25]
- Провел на форуме:
9 дней 13 часов - Последний визит:
26-01-2020 14:06:02
В холостую тоже заглох пишет ошибку может подскажете что это  Error found Art Code:3336,Attempt Recovery Error triggered.
Error found Art Code:3336,Attempt Recovery Error triggered.
Отредактировано Пчеловод (20-12-2018 16:24:03)
- Подпись автора
Путь в 1000 миль начинается с одного шага.
Поделиться99620-12-2018 17:03:32
- Местный
- Откуда: Рудный
- Зарегистрирован: 21-12-2016
- Приглашений: 0
- Сообщений: 122
- Уважение: [+13/-0]
- Позитив: [+83/-1]
- Пол: Мужской
- Возраст: 40 [1986-03-25]
- Провел на форуме:
9 дней 13 часов - Последний визит:
26-01-2020 14:06:02
Может во время составления уп в арткаме я выбираю не верный пост процесс mach2 mm(cnc) может для матч 3 он не подходит?
- Подпись автора
Путь в 1000 миль начинается с одного шага.
Поделиться99720-12-2018 17:15:55
Что-то с мачем, драйвером Lpt, частотой ядра.
Поделиться99820-12-2018 17:48:46
- Местный
- Откуда: Рудный
- Зарегистрирован: 21-12-2016
- Приглашений: 0
- Сообщений: 122
- Уважение: [+13/-0]
- Позитив: [+83/-1]
- Пол: Мужской
- Возраст: 40 [1986-03-25]
- Провел на форуме:
9 дней 13 часов - Последний визит:
26-01-2020 14:06:02
Комп по кусками раскидан в фанерном шкафу очень старенький пеньтиум. Драйвера наверно не пределах во время холостой проверки я включил только комп у меня плата опторазвязки и драйвера отдельно включаются. Может стоит грешить на заземление когда станок стоял в гараже там было заземление и из блока управления тоже заземление делал , сейчас станок перетащил в микро мастерскую пол деревянный стены юсб заземления никакого?
- Подпись автора
Путь в 1000 миль начинается с одного шага.
Поделиться99920-12-2018 18:16:23
Пчеловод написал(а):
драйвера отдельно включаются
О них я ничего не писал
Пчеловод написал(а):
заземления никакого
А с этого надо было и начинать....
Поделиться100020-12-2018 20:26:24
- Администратор

- Откуда: Россия
- Зарегистрирован: 02-10-2009
- Приглашений: 342
- Сообщений: 7865
- Уважение: [+3063/-55]
- Позитив: [+2008/-39]
- Пол: Мужской
- Провел на форуме:
10 месяцев 4 дня - Последний визит:
Вчера 23:03:34
Продолжение темы здесь Mach3 -3 часть
Похожие темы
| Mach3 -3 часть | Программы для ЧПУ-фрезеров. | 27-03-2022 |
| Mach3 вопросы | Программы для ЧПУ-фрезеров. | 17-10-2023 |
| Вопрос по Арткаму к специалистам 8 | Все по ArtCAM | 19-07-2026 |
| RZNC-0501 руководство по эксплуатации | Станки с ЧПУ | 08-02-2020 |
| Консультации по вопросам фрезеровки и столярному делу. | Клуб форума "А" | 02-02-2018 |