Отлично! разобрался. буду значит делать по кускам.
а чтоб заготовку не переворачивать в ручную, можно просто в текстовом редакторе найти все строки
(Rotate Table Operation)
G00 Z0.0000
X0.0000 Y0.0000
и подменить Z0.0000 на радиус безопасной зоны в моем случае это было 10мм G00 Z10.0000
таким образом перед оборотом фреза уйдет на 10мм от 0й точки по Z
darksega не могу ставить пока +++
по этому человеческое спасибо вам!
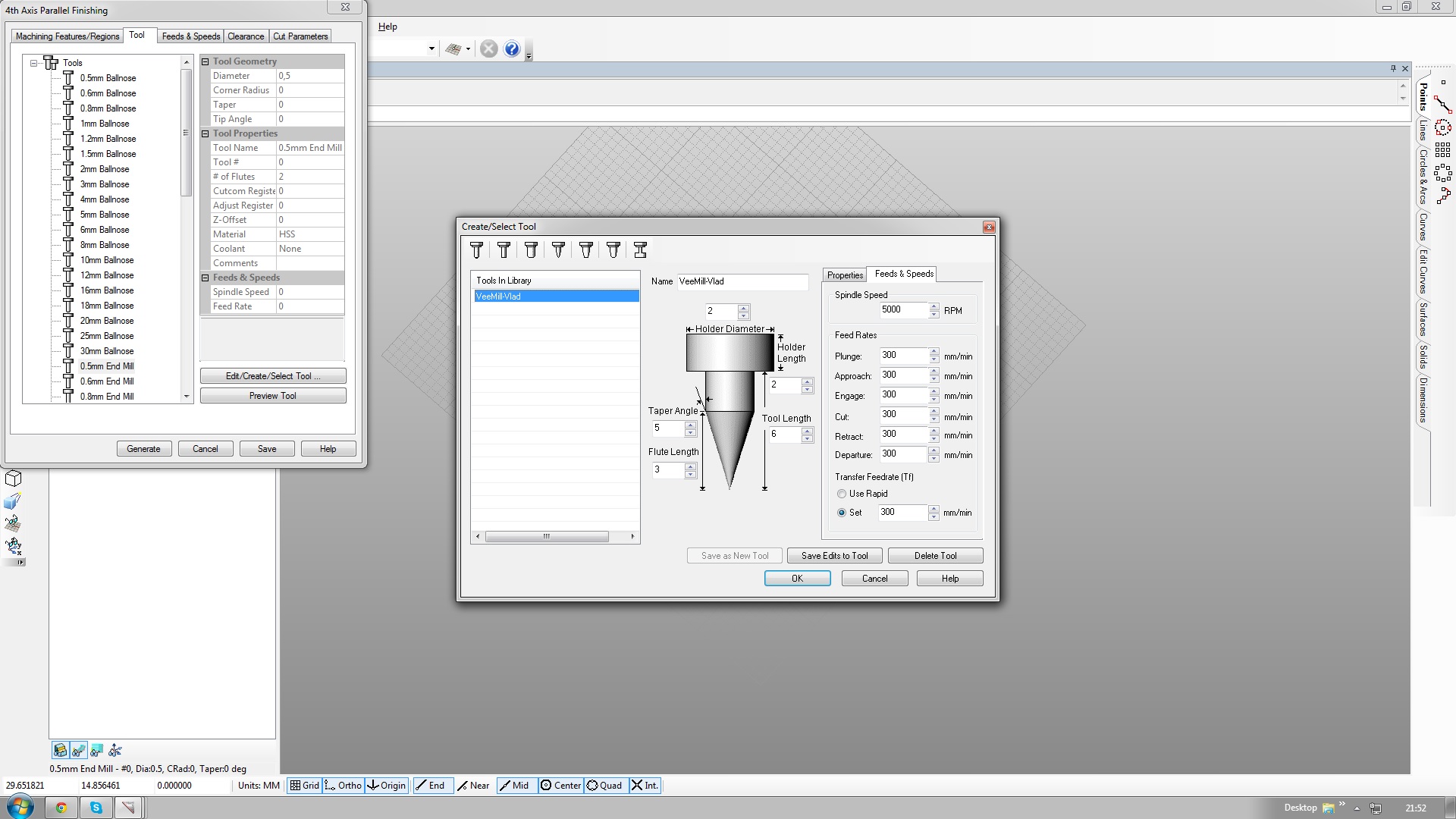
Разъясните пожалуйста не могу корректно перевести управление скорость
plunge
approach
engage
cut
retract
departure
transfer
Может кто расписать более конкретно, что для чего,
plunge я так понимаю это скорость погружения фрезы до заготовки, approach и engage я так понимаю скорость погружения в заготовку?
Cut Это скорость реза по горизонтали?
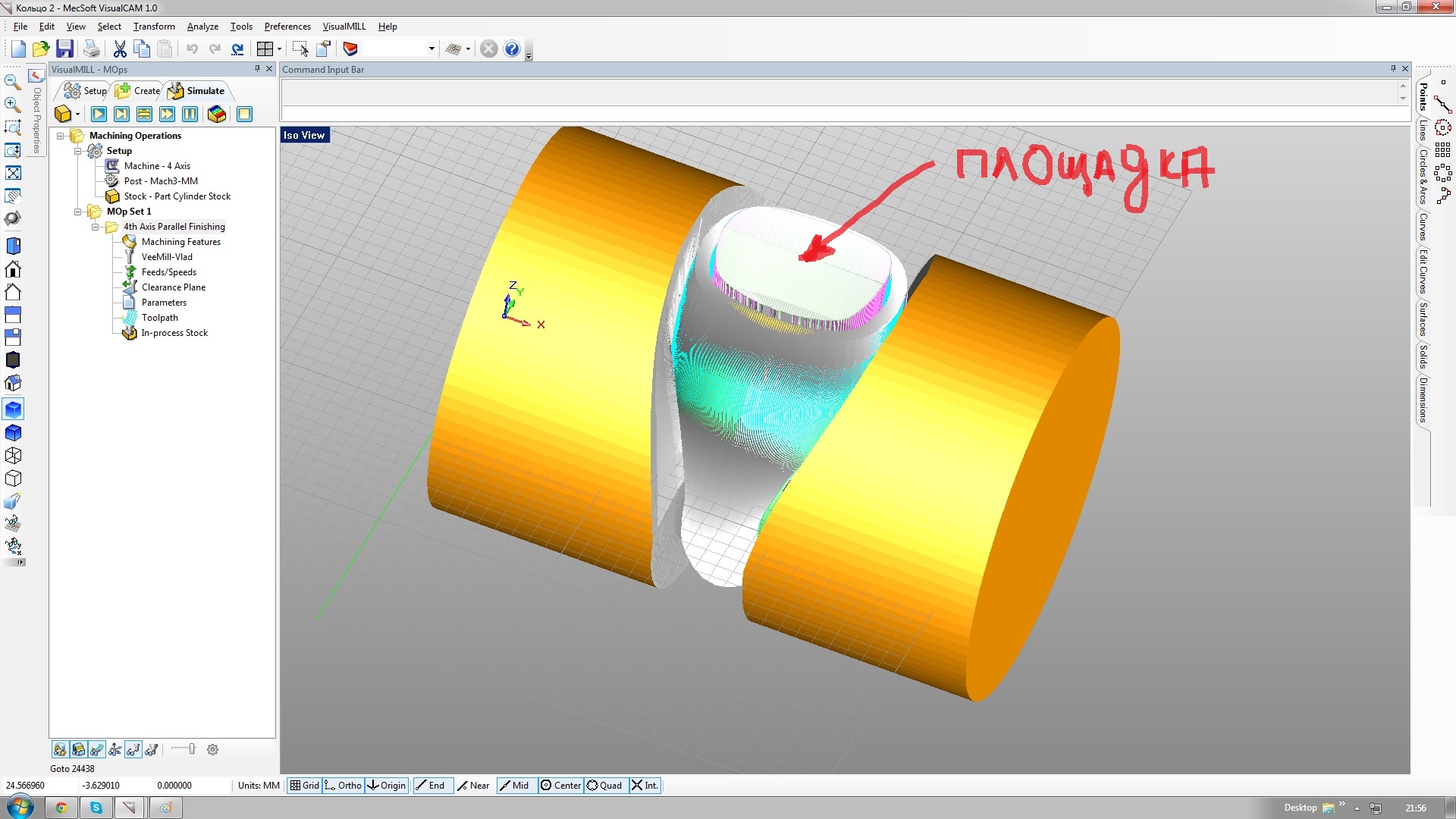
А то чет я не могу корректно для 4й оси рассчитать обороты, Mach3 переводит все градусы в мм, соответственно когда обрабатываю стратегией 4th Axis Roughing то она мою 2х см деталь в диаметре у которой окружность 6.3см примерно, Mach3 считает 360гр как 360мм)), что во много раз замедляет скорость)))) поэтому для вращения видимо cut нужно устанавливать скорость резания не 15мм.с а в несколько больше, при этом скорость подачи погружения должна остаться 15мм,с, вот и ломается тут мозг от незнания энглиша
Отредактировано Mih (09-06-2014 13:17:33)













 т.к. станок прошел 1 черновую при 0* а дальше должен был повернуться на 45* и начать 2 черновую. Но скорость поворота поставил F1000 и 4ось начала поворачиваться медленно, а 2ая черновая уже пошла резать
т.к. станок прошел 1 черновую при 0* а дальше должен был повернуться на 45* и начать 2 черновую. Но скорость поворота поставил F1000 и 4ось начала поворачиваться медленно, а 2ая черновая уже пошла резать 







 а возможно в блокноте заменить например все z10 на ближайшую z сверху?
а возможно в блокноте заменить например все z10 на ближайшую z сверху?