Когда делал, для меня это было "ноу-хау", то есть я это придумал сам))).
Уже сделав, только через год нашел картинку в инете

на моем

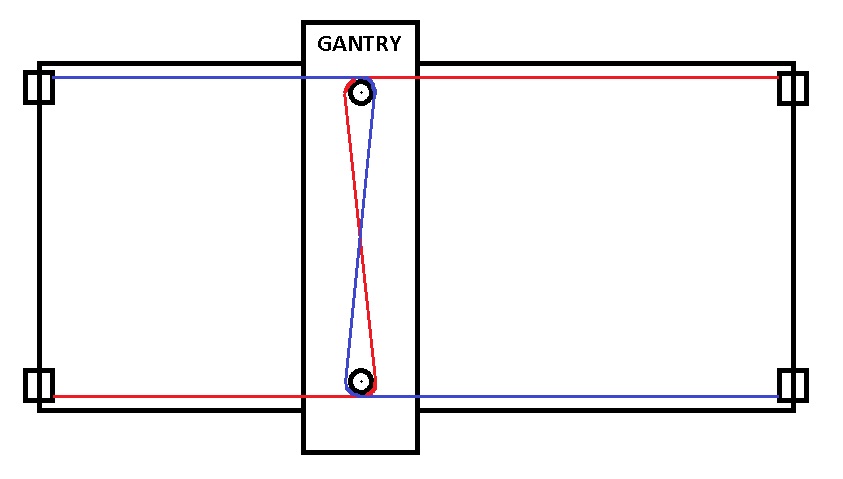
это сделано чуть под другому, но принцип тот-же. двигатель слева (а не по центру)
то есть широкий портал, тянет один движок, (нема34 на 12нм)
перекос абсолютно исключен, разве только за счет скручивания приводного вала. но 20мм вал, скрутить это еще надо постараться.
шестерни со шпонками на зубчатые рейки, модуль 2, самые маленькие которые налезали на 20мм вал (чтоб крутящий побольше)
передаточное с зубчатого шкива на движке на шкив на приводном валу, 1 к 4
в итоге портал весом под 150 кг, может бегать на скорости 14 метров в мин, с ускорением под 6 метров. но пока применения таким скоростям не нашел.
если интересно, могу фоток вблизи наделать.




































 ). по английски это pillow bearing (может и "подушка")
). по английски это pillow bearing (может и "подушка")