Ребята дайте совет.
Учусь как и все на ошибках и сегодня сделал можно сказать первую заготовку и сразу возникли вопросы, что я делаю не так.
1. На объёмных рельефах получилась лестница а на прямых участках всё ровно и красиво, думаю что использовал не правильную фрезу для чистовой обработки или я ещё что то упустил при написании G-кода, может не правильно всё сохранил.
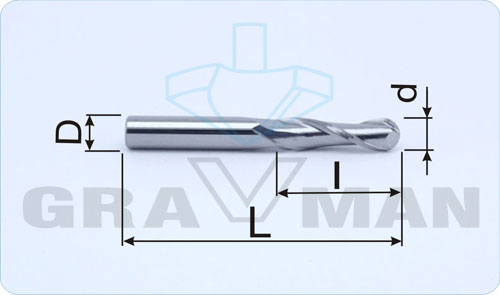
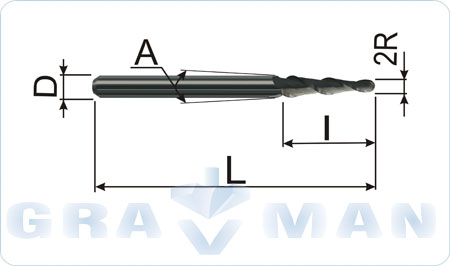
Фреза. 1mm
Шаг 0.300 мм
Макс глубина резания 1.000 мм
Частота вращения 15000 об/мин
Рабочая подача 13.000 мм/сек
Подача врезания 4.000 мм/сек

2. На заготовке появилась мистическая линия которая забраковала заготовку , в другой заготовке та же проблема. Может кто сталкивался с такой же проблемой?
За ранее большое спасибо.