Сегодня как раз отвечал в ЛС. Думаю некоторым полезно будет. Как я делал удлинитель для фрезы.
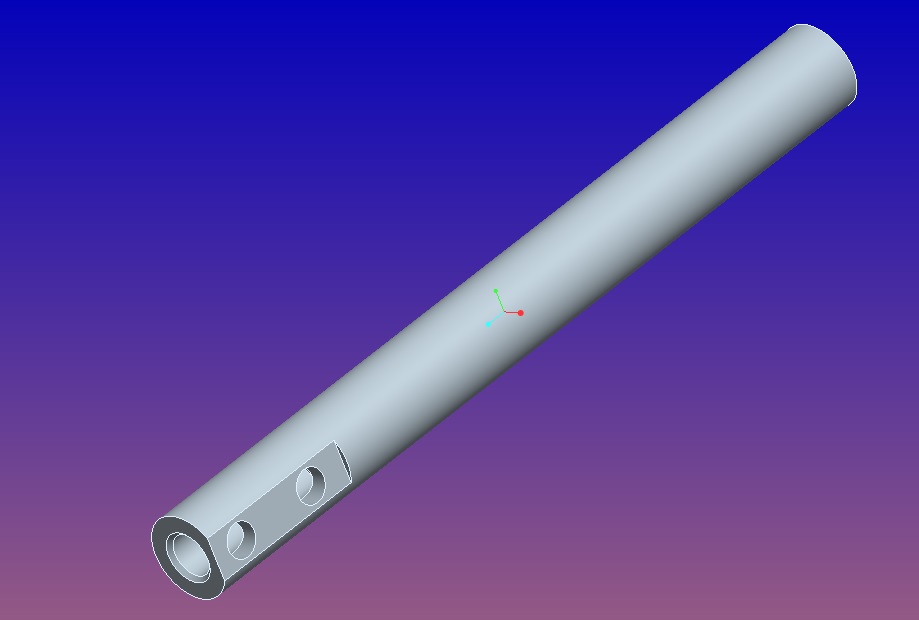
Фреза была такого типа, как на картинке. Точные размеры уже не помню. В оправке отверстие с одной стороны, под ножку фрезы, с другой стороны центровочное отверстие, что бы потом на круглошлифовальном станке можно было пройти наружный диаметр (для минимизации биений). С боку в оправке 2 отверстия с резьбой, точно не помню какой, то ли M4, то ли М5, что бы затянуть фрезу. Что бы головки болтов не задевали деталь при обработке (они выступают выше диаметра фрезы), желательно использовать болты без шляпок (типа резьбовой шпильки с внутренним шестигранником).
На самой фрезе с помощью наждака делал лыску на ножке фрезы. В неё болты упираются, чтобы фрезу не провернуло.
Материал оправки был 40Х.
Режимы резания не помню. Давно было. Но станок раскручивался не выше 5000 оборотов и подача из-за низких ускорений выше 1000 мм/мин не подымалась. Станок был промышленный обрабатывающий центр.
Делал несколько таких оправок, длиной 100мм, 150мм, 200мм. Думал фигня получиться и мне не придется деталь делать ,типа отмажусь от работы из-за отсутствия инструмента (работал тогда на предприятии, не на себя). А вышло вполне нормально.

Отредактировано badi83 (30-11-2014 14:08:46)






