годик поюзали вудвоп, и уже его мало. Шеф прикупил хорватский CORPUS , для безошибочного сверления. Но пока с ним неочень. В вудвопе уже боле-мене )))
Woodwop
Сообщений 101 страница 140 из 140
Поделиться10307-09-2019 10:34:11
Chun написал(а):
Добрый день.
Работаю главным механиком в цехе по производству МДФ фасадов. Для фрезерования используем немецкие фрезерные центра с ЧПУ фирмы Homag, на станках используется программа Woodwop. На фасадах обычно использовали фрезеровку в одной плоскости, т.е. фрезеровка рисунка в плоскости "X-Y" (фреза врезается в материал по оси Z на заданную глубину и перемещается по осям X и Y без изменения по оси Z). Сейчас начальство поставило задачу по фрезеровке на центрах задействуя ось Z. Т.е. делать рисунок, например в виде синусоиды по оси "Х-Z" и "Y-Z" (т.е. c изменением в процессе фрезеровки глубины врезания в материал)
Может ли кто подсказать по данной программе, как реализовать подобные рисунки ?
в Corel рисуй по слоям углубление потом импартируй в wood wop
Поделиться10407-09-2019 11:13:18
- Освоившийся

- Откуда: Беларусь,Минск
- Зарегистрирован: 12-10-2013
- Приглашений: 0
- Сообщений: 34
- Уважение: [+8/-0]
- Позитив: [+3/-0]
- Пол: Мужской
- Возраст: 43 [1983-04-24]
- Провел на форуме:
1 день 14 часов - Последний визит:
13-09-2023 12:09:17
fanfan8888 написал(а):
в Corel рисуй по слоям углубление потом импартируй в wood wop
Не вводите в заблуждение вас же спрашивают геометрия с изменением по оси z. Так корел не сделает, прочитайте лучше пост Ladskiy в этой теме это единственно правильный ответ
Отредактировано Jura (07-09-2019 11:15:57)
Поделиться10512-09-2019 11:37:42
У меня куда-то исчезли разделительные линии в области задания переменных и значений. Никто не знает что это может быть? Переустановка Woodwop не помогла.

Поделиться10612-09-2019 12:57:18
- Долгожитель

- Откуда: Земля
- Зарегистрирован: 06-06-2017
- Приглашений: 0
- Сообщений: 896
- Уважение: [+187/-2]
- Позитив: [+198/-32]
- Пол: Мужской
- Возраст: 54 [1971-11-15]
- Провел на форуме:
14 дней 8 часов - Последний визит:
25-06-2025 11:20:58
они справа
потяни "крестик" на верхней планке влево
- Подпись автора
Всё! Волшебник! Научился!
Поделиться10712-09-2019 13:31:51
Какой крестик?
Поделиться10813-09-2019 08:52:12
- Долгожитель
- Откуда: Земля
- Зарегистрирован: 06-06-2017
- Приглашений: 0
- Сообщений: 896
- Уважение: [+187/-2]
- Позитив: [+198/-32]
- Пол: Мужской
- Возраст: 54 [1971-11-15]
- Провел на форуме:
14 дней 8 часов - Последний визит:
25-06-2025 11:20:58

такой
- Подпись автора
Всё! Волшебник! Научился!
Поделиться10913-09-2019 11:10:24
Нет, это не то.
Поделиться11016-09-2019 15:27:42
Может кто-то подсказать? Как из Автокада перенести в Woodwop контур свободного формата?
ПеревестиПоделиться11117-09-2019 15:28:57
- Долгожитель
- Откуда: Земля
- Зарегистрирован: 06-06-2017
- Приглашений: 0
- Сообщений: 896
- Уважение: [+187/-2]
- Позитив: [+198/-32]
- Пол: Мужской
- Возраст: 54 [1971-11-15]
- Провел на форуме:
14 дней 8 часов - Последний визит:
25-06-2025 11:20:58
post 15
- Подпись автора
Всё! Волшебник! Научился!
Поделиться11217-10-2019 20:11:17
- Освоившийся

- Зарегистрирован: 18-05-2013
- Приглашений: 0
- Сообщений: 30
- Уважение: [+23/-0]
- Позитив: [+7/-1]
- Провел на форуме:
5 дней 0 часов - Последний визит:
03-04-2025 08:30:45
Jura написал(а):
Если вам нужно BPP5_for_WoodWop http://dfiles.ru/files/t0gi70ldm пожалуйста!
Не знаете где можно найти русскую версию этой программы?
Поделиться11322-10-2019 23:45:26
Всех приветствую! Народ дайте ссылку где можно скачать woodwop 6й . Демо версия закончилась.
Поделиться11423-10-2019 12:20:52
- Долгожитель
- Откуда: Земля
- Зарегистрирован: 06-06-2017
- Приглашений: 0
- Сообщений: 896
- Уважение: [+187/-2]
- Позитив: [+198/-32]
- Пол: Мужской
- Возраст: 54 [1971-11-15]
- Провел на форуме:
14 дней 8 часов - Последний визит:
25-06-2025 11:20:58


Поделиться11523-10-2019 22:24:17
TATAPNH написал(а):
там три кнопки - несложно выучить, тем более что русский там так себе
7я версия ещё "круче"
Отредактировано TATAPNH (Сегодня 12:39:40)
Да разницы нет хоть 7й хоть 6й,лижбы не демо. Что ни кто не скинет ссылку?
Поделиться11623-10-2019 22:25:43
- Долгожитель
- Откуда: Земля
- Зарегистрирован: 06-06-2017
- Приглашений: 0
- Сообщений: 896
- Уважение: [+187/-2]
- Позитив: [+198/-32]
- Пол: Мужской
- Возраст: 54 [1971-11-15]
- Провел на форуме:
14 дней 8 часов - Последний визит:
25-06-2025 11:20:58
да нет таких - насколько я смог углубиться в тему
- Подпись автора
Всё! Волшебник! Научился!
Поделиться11730-03-2020 19:29:11
Здравствуйте! Подскажите, как в WoodWop сделать выборку змейкой?
- Подпись автора
Centateq P-110 Drillteq V-200 woodWOP 7
Поделиться11830-03-2020 23:04:40
- Долгожитель
- Откуда: Земля
- Зарегистрирован: 06-06-2017
- Приглашений: 0
- Сообщений: 896
- Уважение: [+187/-2]
- Позитив: [+198/-32]
- Пол: Мужской
- Возраст: 54 [1971-11-15]
- Провел на форуме:
14 дней 8 часов - Последний визит:
25-06-2025 11:20:58
Grigorio написал(а):
выборку змейкой?
уточни - растром или спиралью?
- Подпись автора
Всё! Волшебник! Научился!
Поделиться11931-03-2020 01:31:30
Растр
- Подпись автора
Centateq P-110 Drillteq V-200 woodWOP 7
Поделиться12031-03-2020 08:44:55
- Долгожитель
- Откуда: Земля
- Зарегистрирован: 06-06-2017
- Приглашений: 0
- Сообщений: 896
- Уважение: [+187/-2]
- Позитив: [+198/-32]
- Пол: Мужской
- Возраст: 54 [1971-11-15]
- Провел на форуме:
14 дней 8 часов - Последний визит:
25-06-2025 11:20:58
7ку я удалил
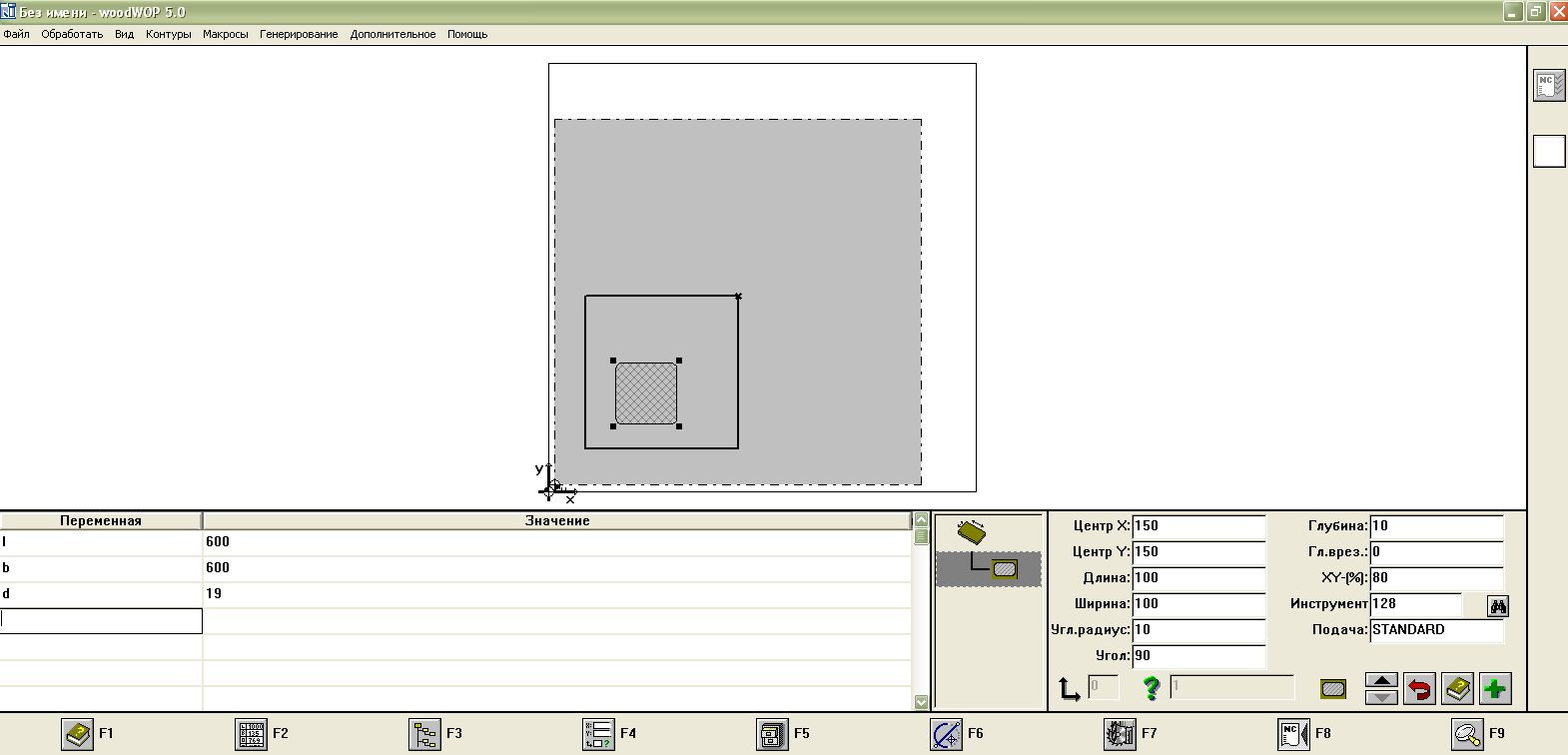
вот в 5ке
- Подпись автора
Всё! Волшебник! Научился!
Поделиться12131-03-2020 12:03:38
Это стандартные параметры выемки (кармана)? В 7ке то же самое. Проблема в том, что предлагает он только стратегию из середины наружу. А надо змейка или Raster как в АртКаме. То, что предлагает ВудВоп в АртКаме называется Offset
- Подпись автора
Centateq P-110 Drillteq V-200 woodWOP 7
ПеревестиПоделиться12231-03-2020 12:05:49



- Подпись автора
Centateq P-110 Drillteq V-200 woodWOP 7
Поделиться12331-03-2020 22:47:00
- Долгожитель
- Откуда: Земля
- Зарегистрирован: 06-06-2017
- Приглашений: 0
- Сообщений: 896
- Уважение: [+187/-2]
- Позитив: [+198/-32]
- Пол: Мужской
- Возраст: 54 [1971-11-15]
- Провел на форуме:
14 дней 8 часов - Последний визит:
25-06-2025 11:20:58
ну такого там пока нет. немцы. накой им заморачиваться
- Подпись автора
Всё! Волшебник! Научился!
Поделиться12424-10-2020 22:46:40
Привет форумчане. Может кто-нибудь скопировать установленную программу woodwop 6.1 или 7 . Буду премного благодарен .
Поделиться12509-04-2021 13:58:24
Доброго времени суток. Просмотрел тему но ответа на свой вопрос так и не нашол. А вопрос такой . Как прописать радиус по вертикальным значениям, всю голову поломал...
Поделиться12607-05-2021 03:18:17
Здравствуйте ребят. Только начал работать на Venture 113M Программа Woodwop 7.1 в процессе работы очень все сложно, может у кого есть инструкция для этой программы или руководство какое? Очень нужно, заранее спасибо
Поделиться12730-12-2021 09:15:49
Доброго времени суток
Поделиться12820-01-2022 10:40:31
Подскажите кто разбирается в woodwop. Версия 7.2.0.51.
Я ранее работал на станке фирмы biesse. В их ПО есть простые коды для создания программ. Допустим, нужно всю длину детали разделить на 2 и от этой точки на расстоянии 20мм сделать присадку. Выглядит так lpx/2-20. Меняя длину детали, присадка всегда остается на расстоянии -20 мм от центра.
Можно ли такую функцию реализовать в woodwop?
Для чего это нужно? Например, очень упрощает работу с еврозапилами. Просто забил размер детали и готово. А бывают нестандартные размеры столешниц. В этом случае не нужно ничего редактировать.
Пост написан 20-01-2022 08:46:02
Поделиться12920-01-2022 22:33:15
- Долгожитель
- Откуда: Земля
- Зарегистрирован: 06-06-2017
- Приглашений: 0
- Сообщений: 896
- Уважение: [+187/-2]
- Позитив: [+198/-32]
- Пол: Мужской
- Возраст: 54 [1971-11-15]
- Провел на форуме:
14 дней 8 часов - Последний визит:
25-06-2025 11:20:58
BruceRed написал(а):
Можно ли такую функцию реализовать в woodwop?
можно
пост 106: l w t длина ширина толщина
BruceRed написал(а):
Выглядит так lpx/2-20.
l/2-20
вроде не ошибаюсь, давно это было 
P.S.точно не ошибаюсь -пост 26 ; 51 (для кого мы всё это рассказывали...) 
Отредактировано TATAPNH (20-01-2022 22:38:19)
- Подпись автора
Всё! Волшебник! Научился!
Поделиться13026-01-2022 11:57:16
Woodwop не понимает эти команды. Пишет неизвестная точка. Причем в постах очень старые версии программы.
Пост написан 26-01-2022 11:48:25
Поделиться13126-01-2022 12:25:27
- Долгожитель
- Откуда: Земля
- Зарегистрирован: 06-06-2017
- Приглашений: 0
- Сообщений: 896
- Уважение: [+187/-2]
- Позитив: [+198/-32]
- Пол: Мужской
- Возраст: 54 [1971-11-15]
- Провел на форуме:
14 дней 8 часов - Последний визит:
25-06-2025 11:20:58
вряд ли они поменяли назначение переменных
а какие буквы у Вас в параметрах длины/ширины?
- Подпись автора
Всё! Волшебник! Научился!
Поделиться13226-01-2022 14:54:42
UP.
На скриншоте L W T указано. У меня вудвоп не понимает заглавные буквы. Нужно маленькими писать 
Спасибо большое за помощь. Очень помогло.
Пост написан 26-01-2022 12:17:57
Поделиться13310-03-2023 21:36:25
Доброго времени суток.
В вудвопе когда прописываю в блок макросы сверления то могу их размножить на заготовке. Но с вертикальным фрезерованием так не выходит. Это особенность программы или как-то решается?
Поделиться13410-03-2023 21:53:10
- Освоившийся
- Откуда: Беларусь,Минск
- Зарегистрирован: 12-10-2013
- Приглашений: 0
- Сообщений: 34
- Уважение: [+8/-0]
- Позитив: [+3/-0]
- Пол: Мужской
- Возраст: 43 [1983-04-24]
- Провел на форуме:
1 день 14 часов - Последний визит:
13-09-2023 12:09:17
Создайте компонентный макрос на основе программы фрезерования, сохраните его в папке ml4 и сможете его вставлять в блоковый макрос
Поделиться13511-03-2023 10:14:11
Напишите пожалуйста подробнее как это сделать и что такое компонентный макрос если Вам не трудно. Просто меньше месяца работаю в вудвопе и не всё ещё понимаю ((
Поделиться13613-03-2023 15:51:10

Сделал как вы сказали, только толку ноль... Получается всё тоже самое, когда я просто перетаскивал макрос в блок. Я хотел добиться чтоб макрос фрезеровки в блоке размонажался по растру так же как макросы сверления. Но вудвоп упорно не хочет этого делать. То есть он даже определяет границы блока с учётом растра, но фрезеровка всё равно остаётся одна.
Jura написал(а):
Создайте компонентный макрос на основе программы фрезерования, сохраните его в папке ml4 и сможете его вставлять в блоковый макрос
Поделиться13713-03-2023 21:21:00
Упс.. разобрался... Неправильно компонент вставлял... Спасибо, всё работает
Поделиться13817-03-2023 19:15:00

Как разблокировать пункт "переименовать"?
Поделиться13916-04-2023 23:53:11
А где можно найти обучение по WoodWop? Мне нужно написать несколько макросов (компонентов) и понимать как это происходит и какие формулы можно использовать?
Например, нужно добавлять фрезеровки на детали разных размеров по заданным параметрам. Сама управляющая программа есть, но как это быстро внедрять в другие программы?
Поделиться14006-03-2024 23:17:50
Добрый день.Не долгое время работаю на вантаже 100 Хомаг. Коллеги подскажите пожалуйста ,как можно скорректировать сверловку по оси y ( смещение на 0,6 мм) ,если можно по подробнее. Буду очень признателен.
Пост написан 06-03-2024 05:53:40