Всем доброго дня. В этой сфере новичок. После того как сломал одну фрезу, и ряда експериментов удалось получить первую фрезерованную надпись, но есть ряд косяков и хотелось бы узнать о возможном решении.
Фреза: концевая однозаходная D3.175*l7 d1.5
Обрботка вектора с наружи, обороты 17000, подача врезания 2000(хотя вот пока писал пост, увидел что максимум у станка 1000  )
)
Материал ПФХ 3 мм
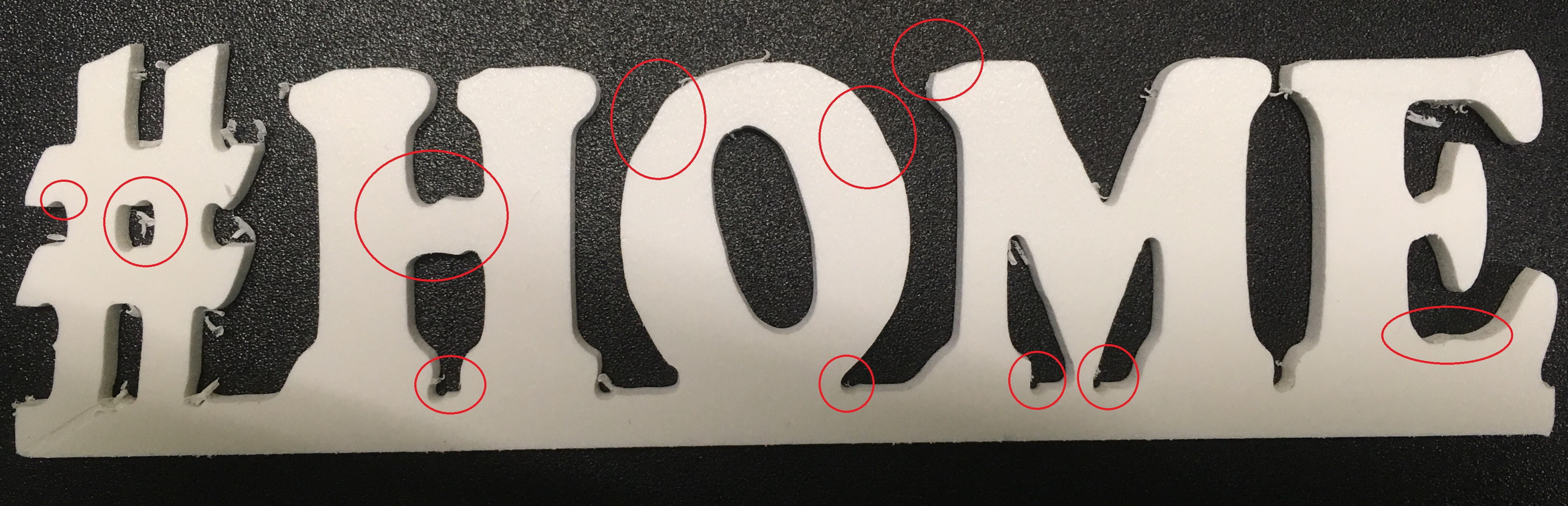
По фото ниже видно что 1) станок не сделал ровной обводки буквы "О", края не совсем круглые, в верху букв "H" i "M" тоже видны неровности 2) в нутри знака # и вместах где фреза вырезала внутренности в буквах, видно вхождение фрезы и где она выходила.
Вообщем результатом я не доволен. Какие могут быть причины таких огрехов? Выставить в настройках фрезы подачу врезание меньше? Фреза толстая, хотя 1.5мм не очень толстая.
Также после создания УП в Арткаме и запуске ее в Match3, фреза с точки старта(устанавливаю в верху заготовки, все координаты обнуляю) идет в точку начала фрезеровки движется опускаясь в низ и конечно же ломается(так сломал первую фрезу, кажется что фреза опускаеться на 10мм и начинает работать, как этого избежать). После ряда експериментов, в УП в блокноте после правки первой строки кода "G0 X11.232 Y6.001 Z10.000" убираю по Z координате 10, ставлю 0 и все отлично, но это же не выход...(10 это значение безопасной зоны при создании УП в Арткаме) Так же замечено что если в mach3 в УП часть сделать, потом вернуться на начало УП, то беда повторяется и нужно полностью перегружать match3, вывод дело не в первой строке, а в настройках match3. Что посоветуете, в чем проблема?